
Introduzione alla progettazione degli utensili per stampi a iniezione
Se ti occupi di sviluppo prodotUN o produzione, conosci la verità: il strumenUN per stampi a iniezione è l'eroe non celebrato della produzione di massa. È dove il tuo brillante design incontra la realtà produttiva e, francamente, è dove i cicli vengono ottimizzati o irrimediabilmente bloccati. Lo stampo non è solo una parte del processo: esso È il processo.

Cos'è lo stampaggio ad iniezione?
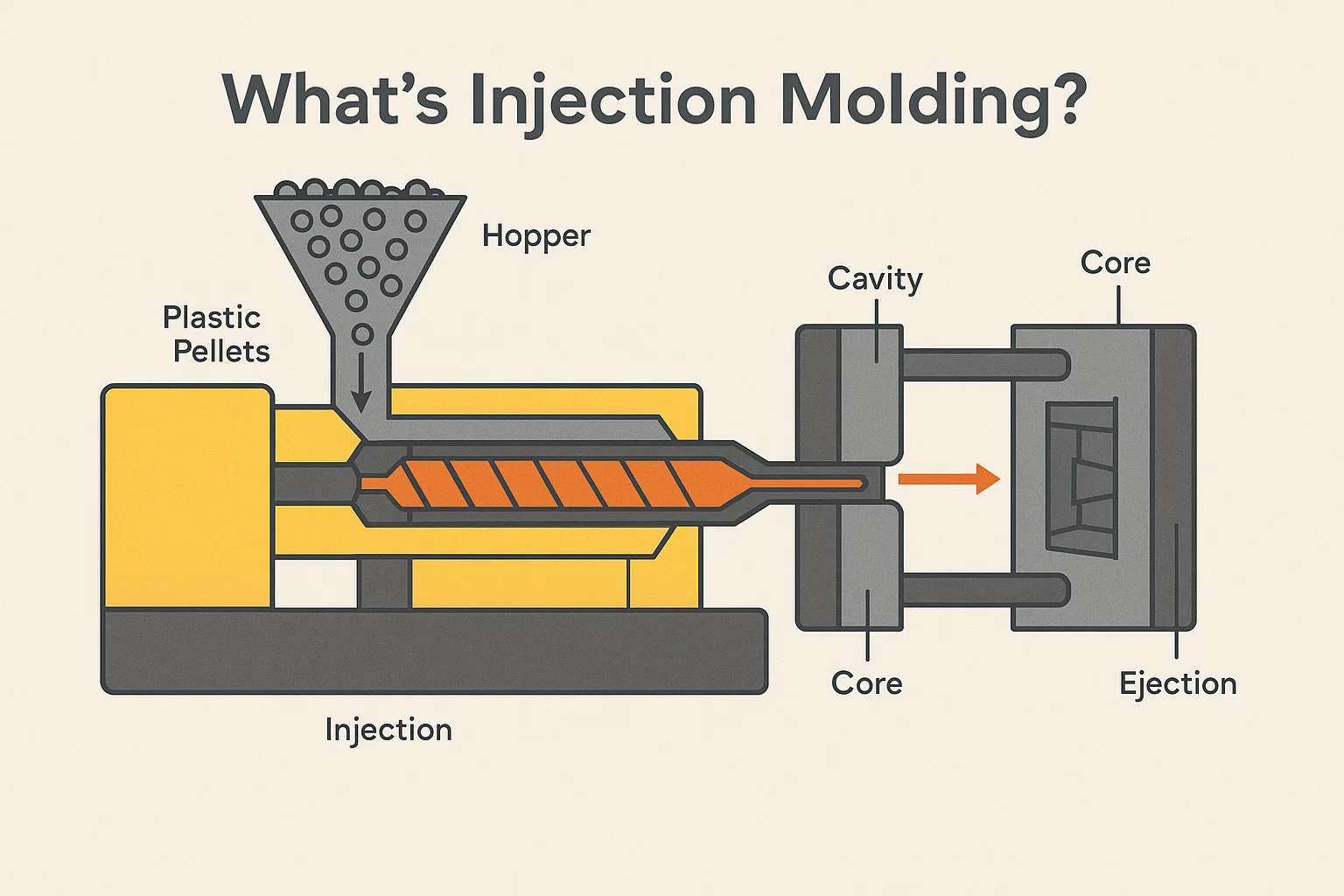
Al suo centro, stampaggio ad iniezione è un metodo sofisticato per la produzione di parti in plastica, dalle custodie dei telefoni e i tappi di bottiglia ai cruscotti delle automobili e ai dispositivi medici. Funziona iniettEo materiale plastico fuso, in genere a termoplastico —in una cavità dello stampo raffreddata appositamente progettata. Una volta che la plastica si raffredda e si solidifica, lo stampo si apre e la parte finita viene espulsa.
È un processo incredibilmente efficiente e ad alto volume, che lo rende il fondamento della produzione moderna.
PanOamica del processo di stampaggio a iniezione
Per apprezzare il design dello stampo, è necessario comprendere il processo che suppOta. Solitamente prevede quattro passaggi:
-
Bloccaggio: Le due metà dello stampo, il cavità e il nucleo , vengono chiusi e tenuti saldamente insieme dal gruppo di chiusura della macchina per lo stampaggio.
-
Iniezione: I pellet di plastica vengono fusi in un barile riscaldato e quindi iniettati rapidamente ad alta pressione attraverso un sistema di gate nella cavità dello stampo.
-
Raffreddamento: La plastica fusa entra in contatto con le superfici raffreddate dello stampo, trasferendo calore finché la parte non disfogoa sufficientemente rigida da poter essere maneggiata. Questa è spesso la parte più lunga dell'intero tempo di ciclo .
-
Eiezione: Lo stampo si apre e un sistema di espulsione spinge il pezzo finito fuori dalla cavità, riavviEo il ciclo.
Importanza della progettazione degli stampi nella produzione
Ecco cosa devi sapere: la progettazione di un pezzo eccezionale può essere compromessa da una progettazione scadente dello stampo. Lo strumento di stampo agisce come l'inverso del prodotto finale e la sua progettazione impone tre risultati critici:
-
Qualità della parte: Il design dello stampo controlla tutto, da restringimento E deformazione alla finitura superficiale e alla precisione dimensionale. Parti impeccabili provengono da strumenti impeccabili.
-
Tempo di ciclo: I canali di raffreddamento, il sistema di canali e la strategia di espulsione di uno strumento determinano la velocità con cui è possibile realizzare ciascuna parte. Ottimizzare lo stampo è il percorso più veloce per ridurlo costo per parte .
-
Longevità e manutenzione dello strumento: I materiali scelti (l acciaio per utensili ) e la complessità del progetto influiscono sulla durata di funzionamento dello stampo prima di necessitare di riparazione. Uno stampo ben progettato può produrre milioni di scatti; uno pSoprao potrebbe fallire dopo migliaia.
Investire tempo e competenze in modo solido strumenUN per stampi a iniezione design l'anticipo è il modo migliore per garantire una produzione efficiente e di grEi volumi ed evitare una risoluzione dei problemi costosa e dispendiosa in termini di tempo lungo la linea. È un classico paga ora o paga molto di più in seguito scenario.
Principi chiave della progettazione di stampi a iniezione
Prima di tagliare un singolo pezzo di acciaio, il progettista dello stampo deve comprendere la geometria del pezzo e il comportamento della plastica fusa all'interno della cavità. È qui che entrano in gioco i principi cruciali della progettazione. Ignorarli porta direttamente a difetti di qualità, cicli lenti e costi elevati di attrezzaggio.
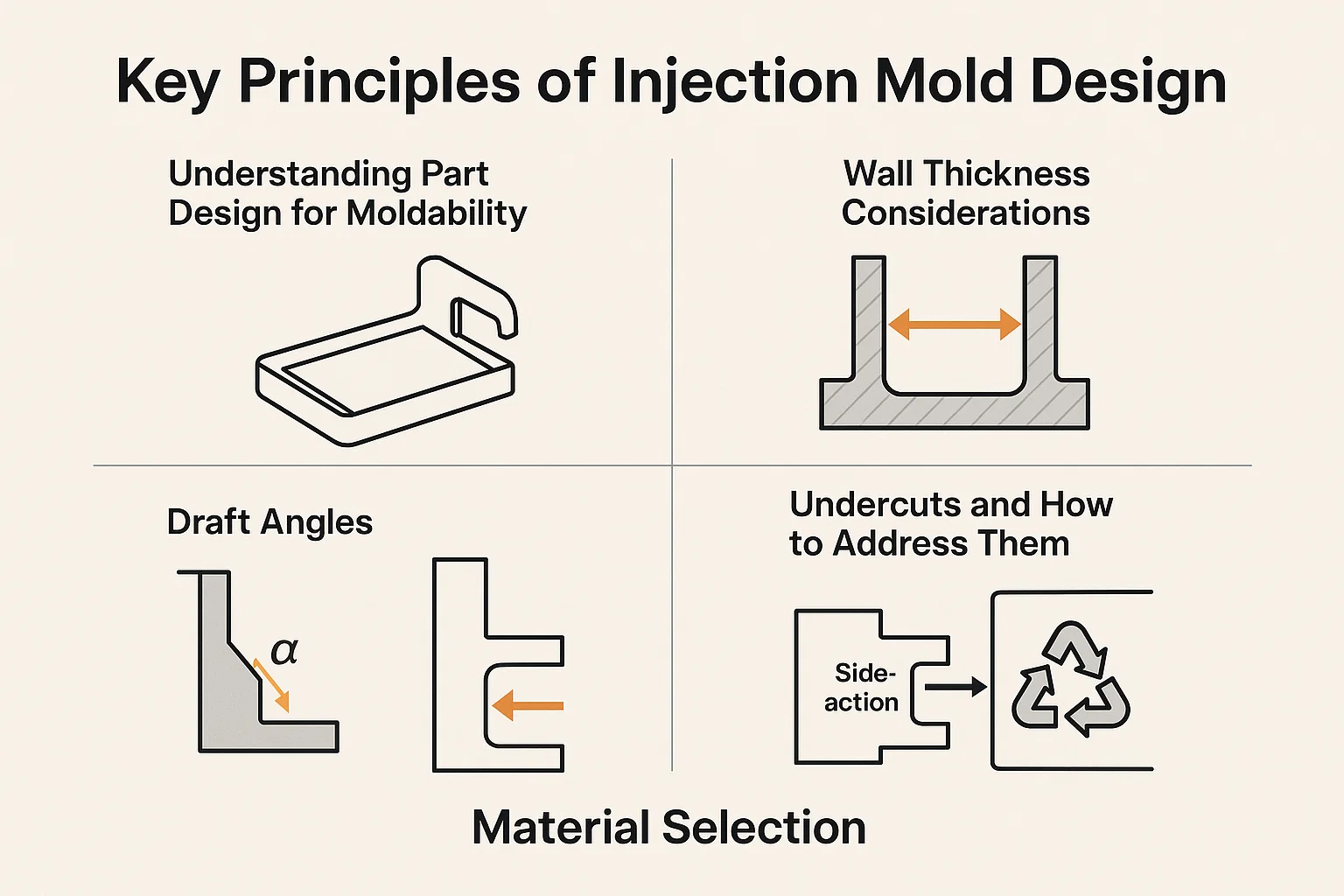
Comprendere la progettazione delle parti per la stampabilità
La regola d’oro dello stampaggio a iniezione è semplice: Progettare la parte per il processo. Una parte dimensionalmente perfetta sulla carta è inutile se non può essere modellata in modo efficiente.
Controiderazioni sullo spessore delle pareti
Lo spessore delle pareti del pezzo è probabilmente il fattore più critico che influenza sia la progettazione dello stampo che il tempo di ciclo.
-
L’uniformità è fondamentale: Puntare a spessore della parete uniforme su tutta la parte. Quando lo spessore varia troppo, le aree sottili si solidificano più velocemente di quelle spesse, causando una trazione non uniforme del materiale. Ciò si traduce in tensioni interne e, inevitabilmente, deformazione e segni di avvallamento (piccole depressioni in cui il materiale viene tirato verso l'interno).
-
La sfida del raffreddamento: Le pareti spesse richiedono molto più tempo per raffreddarsi. Spesso è possibile raddoppiare lo spessore della parete quadruplicare il tempo di raffreddamento, aumentando notevolmente il costo dei componenti. I progettisti devono trovare il punto giusto: abbastanza spesso per garantire l'integrità strutturale, ma abbastanza sottile per cicli rapidi ed economici.
UNgoli di sformo
Angolo di sformo è una leggera rastremazione aggiunta a tutte le pareti verticali del pezzo rispetto alla direzione di apertura dello stampo. È il modo migliore per garantire la parte viene espulso senza intoppi senza danneggiare se stesso o lo stampo.
-
Requisito minimo: Sebbene i requisiti specifici varino in base al materiale, alla finitura e alla profondità della parete, una bozza minima di to per lato È a good starting point. Textured surfaces or very deep parts often require higher draft angles ( or ).
-
Evita il trascinamento: Senza uno sforzo adeguato, l'attrito creato durante l'espulsione può far sì che la parte si trascini contro la parete della cavità, provocando graffi, distorsioni o segni di stress: un grave problema noto come "trascinamento".
Sottosquadri e come affrontarli
An sottosquadro è una qualsiasi caratteristica della parte che ne impedisce l'estrazione dallo stampo. Pensa a ganci, clip, filettature o fori perpendicolari alla direzione di apertura dello stampo.
-
Il fattore costo: I sottosquadri non sono severamente vietati, ma aumentano notevolmente la complessità dello stampo, i costi delle attrezzature e il tempo di ciclo.
-
Affrontare i sottosquadri: Queste funzionalità richiedono componenti di stampo mobili specializzati, spesso chiamati azioni collaterali or nucleo pulls . Questi meccanismi scivolano perpendicolare nella direzione di apertura dello stampo principale per formare la funzione di sottosquadro, ritrarlo prima dell'apertura dello stampo principale, quindi reinserirlo per formare la parte successiva. La corretta progettazione di questi meccanismi è fondamentale per la longevità e l'affidabilità dello strumento.
Selezione dei materiali
Il materiale che scegli è fondamentale. Determina le temperature, le pressioni, la strategia di raffreddamento richieste e, in definitiva, la scelta dell'acciaio per utensili stesso.
Termoplastici comuni e loro proprietà
I designer utilizzano principalmente termoplasticos per lo stampaggio ad iniezione perché possono essere fusi e solidificati ripetutamente. Ogni famiglia ha un impatto critico sullo stampo:
| Famiglia di materiali | Esempi | Impatto chiave dello stampo |
| Materie plastiche di base | Polietilene (PE), Polipropilene (PP) | Temperatura di fusione più bassa, pressioni più basse, ma spesso tassi di ritiro elevati. |
| Ingegneria delle materie plastiche | ABS, policarbonato (PC), nylon (PA) | Temperature e pressioni di fusione più elevate; eccellenti proprietà meccaniche ma richiedono sistemi di raffreddamento robusti e utensili precisi. |
| Materie plastiche ad alte prestazioni | PEEK, PPS | Temperature di fusione estremamente elevate; richiedono acciai per utensili ed elementi riscaldanti specializzati e ad alta durezza. |
Compatibilità dei materiali con la progettazione dello stampo
Le due proprietà a cui i progettisti tengono maggiormente sono:
-
Indice di flusso di fusione (MFI): Con quanta facilità scorre la plastica. I materiali a basso MFI richiedono una pressione di iniezione più elevata e più ampia corridori E cancelli .
-
Tasso di restringimento: Questa è la percentuale in cui la plastica si contrarrà dopo il raffreddamento. Questo tasso dovere essere compensato durante il taglio dell'acciaio dello stampo (vale a dire, la cavità dello stampo viene sempre tagliata più larga della parte finale).
Layout e configurazione dello stampo
Lo stampo è molto più di una semplice cavità. È una macchina progettata con precisione, costruita per resistere a tonnellate di pressione, gestire il calore intenso e ripetere il ciclo milioni di volte. Le decisioni di configurazione prese qui influiscono direttamente sul costo di produzione totale e sulla flessibilità.
Stampi a cavità singola o multi-cavità
Una delle prime decisioni riguarda il numero di parti che lo stampo produrrà per ciclo:
-
Stampi a cavità singola:
-
Pro: Costo iniziale degli utensili inferiore, più veloce da costruire, più facile da risolvere e gestire i problemi e ideale per volumi di produzione da bassi a moderati o per parti di grandi dimensioni.
-
Contro: Tasso di produzione complessivo più lento.
-
-
Stampi multicavità:
-
Pro: Volume di produzione significativamente più elevato, poiché è possibile produrre 2, 4, 8, 16 o più parti identiche in un solo colpo, massimizzando il tempo macchina.
-
Contro: Costi e complessità degli utensili molto più elevati. Tutte le cavità devono riempirsi, raffreddarsi ed espellere simultaneamente. Qualsiasi leggera variazione tra le cavità (sbilanciamento) può portare a pezzi di scarto e richiedere costose regolazioni dello stampo.
-
-
Stampi per famiglie: Un tipo specifico di stampo multi-cavità in cui parti diverse e correlate (come un coperchio e un contenitore) vengono eseguite nello stesso strumento. Questi sono spesso complessi da bilanciare e generalmente vengono evitati a meno che i volumi di produzione non siano strettamente abbinati.
Selezione della base dello stampo
IL base dello stampo è la struttura standardizzata, l'alloggiamento, che mantiene tutti i componenti personalizzati cruciali (come la cavità e le piastre centrali) in un allineamento preciso. È la spina dorsale strutturale dell’intero strumento.
-
Funzione: Fornisce resistenza alla piastra, canali per guidare perni e viti e superfici di montaggio per la pressa.
-
Standard e personalizzato: La maggior parte dei designer utilizza basi di stampo standardizzate (ad esempio, da aziende come DME o Hasco). Ciò consente di risparmiare tempo, ridurre i costi e garantire che i componenti siano intercambiabili. Solo per strumenti altamente specializzati o di grandi dimensioni viene progettata una base personalizzata da zero.
-
Struttura del piatto: Uno stampo base è composto da diverse piastre impilate. Ad esempio, un comune stampo a due piastre comprende la piastra cavità, la piastra centrale e le piastre di espulsione. La scelta della base determina come sistema di gates (discusso di seguito) sarà progettato e se a sistema a canale caldo può essere incorporato.
Componenti di uno stampo ad iniezione
Che si tratti di un semplice stampo a due piastre o di uno stampo multistrato complesso, ogni strumento di iniezione è costituito dagli stessi componenti principali che lavorano insieme. Comprendere queste parti è essenziale per diagnosticare i problemi e progettare in modo affidabile.
Base dello stampo
Come accennato, questa è l'intera struttura assemblata che contiene i componenti personalizzati. Include:
-
Lato A (lato cavità): IL half of the mold attached to the injection nozzle side of the machine.
-
Lato B (lato centrale): IL half that moves and contains the core, from which the part is typically ejected.
-
Perni guida e boccole: ILse precision components ensure that the A-Side and B-Side plates align perfectly every single time the mold closes.
Cavità e nucleo
ILse are the pieces of steel that actually define the part geometry:
-
Piastra cavità (lato A): Forma la forma esterna, o "esterna", della parte stampata.
-
Piastra centrale (lato B): Forma le caratteristiche interne, o la forma "interna", della parte stampata.
ILse plates are often made from high-grade acciaio per utensili e sono lavorati con estrema precisione, poiché l'interfaccia tra loro determina l'integrità del pezzo.
Sistemi di gating
IL sistema di gate è l'ancora di salvezza dello stampo. Deve incanalare in modo efficiente la plastica fusa dal canale nella cavità lasciando un residuo minimo e facile da rimuovere (il piccolo pezzo di materiale rimasto nel punto in cui la plastica entra nella parte).
Tipi di cancelli (Sprue, Runner, Edge, Submarine)
IL design of the gate largely dictates the quality of the part, the cycle time, and the post-molding labor required (trimming the vestige).
| Tipo di cancello | Descrizione | Pro | Cons |
| Porta del canale di colata | Iniezione diretta al centro del pezzo (solo per stampi a singola cavità). | Eccellente trasferimento di pressione; percorso di flusso minimo. | Lascia una grande traccia; solitamente solo per parti rotonde/cilindriche. |
| Porta del bordo | Riempie la parte lungo la linea di giunzione. Più facile da lavorare. | Semplice, economico, facile da tagliare manualmente o roboticamente. | Lascia un segno di testimonianza visibile sul lato della parte. |
| Porta sottomarina (tunnel). | Tagliare sotto la linea di giunzione, forzando il taglio del cancello quando la parte viene espulsa. | Autodegante: non è necessaria la rifinitura manuale, con conseguente risparmio sui costi di manodopera. | Richiede un taglio elevato, che può sollecitare la plastica; adatto solo per cancelli di piccole dimensioni. |
| Diaframma/Porta ad anello | Utilizzato per parti cilindriche; riempie la parte in modo uniforme su tutta la circonferenza. | Riduce al minimo la deformazione e le linee di saldatura nelle parti rotonde. | Lascia una grande traccia che richiede una rifinitura specializzata. |
Ottimizzazione del posizionamento dei cancelli
Il posizionamento del gate è una decisione critica guidata da un unico obiettivo: ottenere un riempimento e un raffreddamento uniformi.
-
Sezione più spessa: La plastica dovrebbe generalmente entrare nello stampo nella sezione trasversale più spessa del pezzo. Ciò garantisce che il resto della cavità rimanga pressurizzato mentre l'area spessa si raffredda e si restringe, attenuando i segni di avvallamento.
-
Distanza del flusso: Ridurre al minimo la distanza che la plastica deve percorrere per ridurre la caduta di pressione e il rischio di colpi brevi (aree non riempite).
-
Linee di saldatura: Evitare di posizionare le paratoie dove due fronti di flusso devono incontrarsi in un'area critica (come vicino a un punto di stress). Dove i fronti del flusso dovere incontrare, a linea di saldatura È formed, which is a structural weakness and a visual defect. Proper gating can push the weld line into a non-critical area.
Sistemi di espulsione
Una volta che la plastica si è raffreddata, la parte deve essere rimossa in modo efficiente senza distorsioni. IL sistema di espulsione è il meccanismo integrato nel lato B (lato centrale) dello stampo che spinge fuori il pezzo.
-
Regola d'oro: Gli espulsori devono premere sulle caratteristiche più resistenti della parte, o dove la plastica è ancora calda e flessibile, per evitare di perforare il materiale o deformare la parte.
-
Forza uniforme: IL key is to distribute the ejection force evenly across the surface area.
Espulsione del perno
IL most common method. Perni di espulsione sono perni rotondi in acciaio temprato che si trovano a filo con la superficie della piastra centrale.
-
Meccanismo: Quando lo stampo si apre, la piastra di espulsione si sposta in avanti, spingendo fuori i perni ed espellendo il pezzo dall'anima.
-
Progetto: Il posizionamento dei perni deve essere posizionato strategicamente, spesso vicino a sezioni o nervature spesse Mai su superfici inclinate senza un supporto adeguato poiché ciò potrebbe causare la flessione del perno o l'usura dell'acciaio.
Espulsione della manica
Spesso utilizzato per elementi rotondi come sporgenze o nuclei profondi.
-
Meccanismo: A manica (un eiettore a forma di tubo) si adatta all'elemento che sta espellendo, distribuendo la forza su un'ampia area circolare.
-
Beneficio: Ideale per pezzi che devono rimanere visivamente perfetti, poiché il segno del testimone lasciato dalla manica è meno evidente di un piccolo segno di spillo.
Espulsione della piastra di estrazione
Utilizzato per parti grandi, scatolari o poco profonde in cui la forza distribuita è essenziale per prevenire la deformazione della parte.
-
Meccanismo: Un dedicato piastra di estrazione circonda il profilo della parte. Quando attivato, l'intero anello spinge la parte fuori dal nucleo in modo uniforme attorno al suo perimetro.
-
Beneficio: Fornisce l'espulsione più uniforme e delicata, riducendo al minimo lo stress e la deformazione, soprattutto con materiali più morbidi.
Sistemi di raffreddamento
IL sistema di raffreddamento è responsabile fino a del tempo totale del ciclo. Un raffreddamento efficace è la variabile più importante per uno stampaggio a iniezione redditizio.
Importanza del raffreddamento nello stampaggio a iniezione
Uno scarso raffreddamento porta a:
-
Tempi di ciclo lunghi: Aumentando direttamente il costo per parte.
-
Deformazione: Il raffreddamento non uniforme provoca un restringimento del materiale a velocità diverse, con conseguenti tensioni interne e parti non piatte.
Progettazione del canale di raffreddamento
IL core strategy is to remove heat quickly and uniformly.
-
Raffreddamento conforme: IL gold standard, though expensive. Channels are designed to follow the conformazione (forma) della cavità e della superficie del nucleo, garantendo temperature costanti.
-
Distanza: I canali dovrebbero essere posizionati vicino alla superficie della cavità (tipicamente to volte il diametro del canale) e adeguatamente distanziati tra loro.
-
Deflettori e Bubbler: Per perni con nucleo profondo e sottile che sono difficili da raffreddare, a deflettore (che forza il refrigerante verso il basso e verso l'alto in un canale) o a gorgogliatore (che forza il refrigerante a bolla su un tubo isolato) viene utilizzato per estrarre il calore dal centro dell'acciaio.
Selezione del liquido di raffreddamento
L'acqua è il refrigerante più comune, ma i sistemi spesso utilizzano acqua miscelata con glicole (antigelo) per la flessibilità del controllo della temperatura. L'obiettivo è massimizzare il flusso turbolento del refrigerante all'interno dei canali, poiché il flusso turbolento è significativamente più efficiente nel trasferimento di calore rispetto al flusso laminare.
Considerazioni sulla progettazione degli stampi a iniezione
ILse final design checks are crucial for ensuring the finished part is structurally sound and meets dimensional tolerances. They often involve anticipating how the plastic will behave under stress and during cooling.
Ventilazione
Questo è spesso il componente più trascurato che causa i maggiori mal di testa. Quando la plastica penetra in una cavità, sposta l’aria al suo interno. Se quell'aria non può fuoriuscire, causa problemi.
Perché lo sfiato è fondamentale
-
Segni di bruciatura: L'aria intrappolata e compressa dalla plastica in entrata può riscaldarsi rapidamente (compressione adiabatica), bruciando la plastica e lasciandola nera o marrone segni di bruciature alla fine del percorso del flusso.
-
Scatti brevi: Se l'aria rimane intrappolata negli angoli, impedisce alla plastica di riempire completamente la cavità, provocando a tiro corto -una parte rifiutata e incompleta.
-
Resistenza della linea di saldatura: Un'adeguata ventilazione aiuta la fuoriuscita del gas dalle aree in cui si incontrano i fronti del flusso, migliorando la fusione e la resistenza del risultante linea di saldaturas .
Ventilazione Techniques
Gli sfiati sono canali poco profondi ricavati nello stampo linea di divisione o nel punto più profondo della cavità.
-
Sfiati della linea di giunzione: Più comune. Le prese d'aria sono in genere profonde da 0,0005 a 0,0015 pollici (lo spessore di un capello umano) e larghe 0,25 pollici. Sono abbastanza larghe da consentire la fuoriuscita dell'aria, ma troppo strette perché la plastica viscosa possa penetrare.
-
Prese d'aria per l'espulsore: Piccoli spazi attorno ai perni di espulsione possono anche fungere da prese d'aria.
-
Acciaio poroso: In aree complesse, è possibile utilizzare inserti in acciaio per utensili porosi e sinterizzati appositamente, che consentono all'aria di passare direttamente attraverso l'acciaio trattenendo la plastica.
Restringimento
Tutta la plastica si restringe mentre si raffredda. Questo non è un difetto; è una certezza. Il fallimento non lo spiega.
Comprendere i tassi di ritiro dei materiali
Ogni plastica ha una pubblicazione tasso di contrazione (un intervallo percentuale). Ad esempio, il polietilene (PE) potrebbe ridursi dell'1,5% circa. mentre il policarbonato (PC) potrebbe ridursi solo dello 0,6%.
-
Fattori: IL actual shrinkage is affected by mold temperature, pack pressure, and wall thickness. High packing pressure reduces shrinkage, but requires a more robust mold.
Compensazione del ritiro nella progettazione dello stampo
IL mold tool is always machined più grande rispetto alla parte finale. Il progettista utilizza il tasso di ritiro nominale del materiale per calcolare la dimensione della cavità richiesta.
Dimensione dello stampo = dimensione nominale della parte × (1 tasso di restringimento)
Il mancato utilizzo del fattore di ritiro corretto significa che le parti saranno fuori tolleranza appena uscite dalla macchina.
Deformazione
Deformazione è la deformazione o distorsione di una parte, che la fa deviare dalla forma piatta o diritta prevista. È la nemesi del progettista di stampi.
Cause di deformazione
IL root cause is almost always raffreddamento irregolare o stress.
-
Raffreddamento differenziale: Se un lato della parte si raffredda più velocemente dell'altro, la plastica sul lato più veloce si solidifica e si restringe per prima, attirando verso di sé il resto del materiale. Ciò accade spesso se i canali di raffreddamento sono troppo lontani da una superficie.
-
Spessore della parete non uniforme: Come discusso in precedenza, le sezioni spesse e sottili si raffreddano a velocità diverse, introducendo tensioni interne che causano la piegatura della parte quando viene espulsa.
Tecniche di progettazione per ridurre al minimo la deformazione
-
Simmetria: Progettare le parti e il sistema di raffreddamento dello stampo in modo che siano quanto più simmetrici possibile per garantire un raffreddamento equilibrato.
-
Costole e tasselli: Utilizzare caratteristiche strutturali come le nervature per fornire supporto e dirigere le forze di ritiro in schemi gestibili, proprio come le travi strutturali in un edificio.
Concentrazione dello stress
Le concentrazioni di stress sono aree all'interno della parte in cui si accumulano forze fisiche, rendendo la parte soggetta a fessurazioni o guasti, spesso visibili come segni di stress bianchi.
Identificare e mitigare gli aumenti di stress
-
Angoli acuti: Il flusso plastico non ama i cambiamenti bruschi. Angoli interni vivi sono enormi fattori di stress e dovrebbero essere sostituiti con raggi ove possibile, per consentire al materiale di fluire senza intoppi e distribuire lo stress.
-
Posizione del cancello: Il posizionamento improprio del cancello può introdurre un elevato stress di taglio, portando al degrado del materiale e a punti deboli vicino alle vestigia del cancello.
Finitura superficiale
IL surface finish of the part is a direct reflection of the surface finish applied to the mold steel.
Raggiungere la qualità superficiale desiderata
-
Polacco: Le finiture standardizzate sono misurate dalla Society of the Plastics Industry (SPI). Una finitura SPI A-1 è una finitura lucida a specchio, mentre una SPI D-3 è una superficie ruvida e opaca.
-
Strutturazione: Le texture (come la grana della pelle o le finiture opache) vengono incise nell'acciaio utilizzando processi chimici (spesso mascheratura e acido). Le texture aiutano a nascondere piccoli difetti di flusso, ma richiedono significativi angoli di sformo per un'espulsione riuscita.
Simulazione e analisi di stampi ad iniezione
In passato, la progettazione di uno stampo comportava molte congetture calcolate e costose correzioni dell'acciaio ("taglia e prova"). Oggi, Analisi del flusso dello stampo (MFA) elimina le congetture, risparmiando tempo, denaro e grattacapi.
Introduzione all'analisi del flusso dello stampo
Analisi del flusso dello stampo è un potente processo di simulazione che utilizza la fluidodinamica computazionale (CFD) per prevedere il modo in cui la plastica fusa scorrerà, si impacchetterà e si raffredderà all'interno della cavità prima ancora che lo stampo esista. Fornisce essenzialmente un'anteprima della prima tiratura di produzione.
Vantaggi della simulazione
IL real value of MFA is risk reduction. It allows the designer to:
-
Ottimizza la posizione del cancello: Visualizza lo schema di riempimento in tempo reale e determina la posizione ideale da ridurre al minimo linea di saldaturas e ridurre la distanza del flusso.
-
Prevedere i difetti: Identificare potenziali punti problematici come colpi brevi , trappole d'aria, segni di affondamento e aree ad alto stress di taglio che potrebbero degradare il materiale.
-
Perfezionare la strategia di raffreddamento: Analizzare l'uniformità della temperatura e ottimizzare canale di raffreddamento posizionamento per ridurre al minimo il tempo di ciclo e deformazione .
-
Convalidare i requisiti degli strumenti: Determinare il tonnellaggio di bloccaggio e la pressione di iniezione necessari prima di costruire l'utensile.
Strumenti software per la simulazione dello stampo
Un progettista si affida a un software specializzato per eseguire questi calcoli complessi. Gli strumenti leader del settore includono:
-
Autodesk Moldflow: Spesso considerato lo standard del settore, offre un'ampia gamma di funzionalità di analisi.
-
Plastica Solidworks: Integrato nel popolare ambiente CAD, rendendolo accessibile ai progettisti.
-
Moldex3D: Noto per la modellazione 3D ad alta fedeltà, in particolare per geometrie complesse.
Interpretazione dei risultati della simulazione
IL simulation output is a map of the manufacturing process. Designers look for the "red flags" that indicate a bad design decision.
-
Identificazione di potenziali problemi (ad esempio, scatti brevi, linee di saldatura):
-
Scatti brevi: Cercare le aree nel grafico del tempo di riempimento finale che rimangono vuote, indicando una pressione insufficiente o aria intrappolata.
-
Linee di saldatura: Traccia il punto in cui si incontrano i fronti del flusso. Se si prevede una linea di saldatura in un'area ad alto stress, il cancello deve essere spostato o potrebbe essere necessario un elemento riscaldante per migliorare la fusione del materiale.
-
Trappole aeree: Identificare dove viene spinta l'aria fino all'ultimo punto di riempimento; questo è esattamente dove a vent deve essere posizionato.
-
Hotspot di temperatura: Individuare le aree che trattengono il calore troppo a lungo, segnalando un raffreddamento inadeguato che porterà a tempi di ciclo più lunghi o deformazione .
-
Ottimizzazione della progettazione dello stampo in base alla simulazione
IL goal is an iterative loop:
-
Analizzare: Esegui la simulazione sul progetto corrente.
-
Modificare: Regola lo spessore della parete, la dimensione del cancello, la dimensione della guida o il posizionamento del canale di raffreddamento nel modello CAD.
-
Rianalizzare: Eseguire nuovamente la simulazione finché tutti i difetti critici non vengono eliminati e il tempo di ciclo ridotto al minimo.
Questo approccio disciplinato garantisce che quando finalmente ti impegni a diventare costoso Lavorazione CNC dell'acciaio, sei assolutamente sicuro che lo stampo funzionerà correttamente la prima volta.
Tecniche avanzate di progettazione di stampi ad iniezione
Sebbene uno stampo a canale freddo standard sia adeguato per molte parti, la produzione moderna spesso richiede meno scarti, cicli più rapidi e parti complesse multimateriale. Questi sistemi avanzati soddisfano tali esigenze, sebbene comportino un investimento in attrezzature più elevato.
Sistemi a canale caldo
A sistema a canale caldo è un gruppo collettore riscaldato che mantiene la plastica fusa fino all'ingresso della cavità. In sostanza, il sistema di canali è integrato nello stampo, eliminando gli scarti freddi dei "canali".
Vantaggi dei canali caldi
-
Zero rifiuti: Poiché il materiale del canale non si raffredda mai, non vi è praticamente alcun rifiuto di plastica (cavo di colata/rottame) da riaffilare o scartare. Questo è fondamentale per le costose resine tecniche.
-
Tempo di ciclo ridotto: IL molding machine doesn't have to wait for the thick runner system to cool, which can significantly shave seconds off the cycle.
-
Automazione: Le parti cadono in modo pulito senza guida collegata, semplificando l'automazione e l'imballaggio.
-
Migliore qualità delle parti: I canali caldi consentono una pressione e un impaccamento più controllati, con conseguente riduzione dello stress e migliore uniformità delle parti.
Considerazioni sulla progettazione del canale caldo
-
Costo: Il costo iniziale degli utensili è significativamente più alto rispetto a uno stampo a canale freddo.
-
Manutenzione: I componenti più complessi (riscaldatori, termocoppie, otturatori) richiedono manutenzione e risoluzione dei problemi specializzate.
-
Otturatori a valvola: Per il miglior controllo, saracinesca vengono spesso utilizzati sistemi Questi aprono e chiudono fisicamente un perno nella posizione del cancello, offrendo un controllo preciso sul flusso del materiale e lasciando una traccia più pulita.
Stampaggio ad iniezione assistita da gas
Questa tecnica è progettata per parti con sezioni spesse o componenti strutturali di grandi dimensioni soggetti a segni di avvallamento e deformazioni.
-
Processo: Dopo che la cavità è stata parzialmente riempita con plastica, un gas inerte (solitamente azoto) viene iniettato ad alta pressione nella sezione del nucleo più spessa.
-
Beneficio: IL gas core-out the thick section, pushing the plastic against the mold walls until it cools. This reduces material usage, eliminates sink marks, and minimizes warpage by applying uniform packing pressure from the inside out.
Stampaggio a iniezione multicomponente (stampaggio 2K)
Questa tecnica crea una singola parte utilizzando due o più materiali o colori diversi in sequenza, spesso senza rimuovere la parte dallo stampo.
-
Processo: IL mold incorporates a rotating core or a shuttle system. The first material (M1) is injected. The mold then opens, the core rotates (or shuttles), and the second material (M2) is injected into or around the first shot.
-
Applicazioni: Tastiere, impugnature per utensili (struttura in plastica dura con impugnatura in elastomero soft-touch) o lenti con guarnizioni integrate.
Sovrastampaggio
Simile allo stampaggio multicomponente, ma solitamente comporta lo stampaggio di un secondo materiale (spesso a termoplastico elastomer o TPE) sopra un substrato o inserto preesistente.
-
Processo: Un componente finito in plastica o metallo viene inserito manualmente o tramite robot nella cavità dello stampo e viene iniettato il secondo materiale over Esso.
-
Applicazioni: Aggiunta di superfici con impugnatura morbida a dispositivi elettronici, rivestimento di componenti metallici o creazione di guarnizioni a tenuta stagna. La sfida chiave della progettazione è garantire che il secondo materiale raggiunga una robustezza adesione al primo.
Materiali per stampi ad iniezione
IL mold material is where all the pressure, Calore, e gli attriti del ciclo di stampaggio vengono assorbiti. IL right choice is a trade-off between hardness (for wear resistance) and machinability (for cost).
Acciai per utensili
Acciaio per utensili È the backbone of high-volume injection molding. ILy are high-carbon alloys designed to offer a balance of hardness, tenacità, e stabilità termica.
Tipi comuni di acciai per utensili (ad esempio P20, H13, S7)
| Tipo di acciaio per utensili | Caratteristiche chiave | Applicazione tipica |
| P20 | Preindurito; facile da lavorare; buona lucidabilità. | Stampi di volume medio-basso (fino a 500.000 scatti); di uso generale. |
| H13 | Altamente resistente al calore (acciaio per lavorazioni a caldo); ottima tenacità; spesso utilizzato per i componenti dei canali caldi. | Materie plastiche tecniche ad alta temperatura (ad esempio nylon, PEEK); spesso utilizzato per nuclei e cavità. |
| S7 | Eccellente resistenza agli urti (elevata tenacità); buono per caratteristiche complesse. | Materiali ad alto impatto; spesso utilizzato per componenti strutturali o azioni secondarie. |
| Acciaio inossidabile (ad es. 420 SS) | La resistenza alla corrosione è fondamentale. | Stampi per resine corrosive (ad esempio PVC) o applicazioni mediche/alimentari che richiedono ambienti sterili. |
Fattori che influenzano la scelta dell'acciaio
IL choice is driven by three main factors:
-
Volume di produzione: Volumi elevati (milioni di colpi) richiedono acciaio ad alta durezza (come H13 o D2) per resistere all'usura. I volumi più bassi consentono un suono più morbido, più economico, e acciaio a lavorazione più rapida come P20.
-
Abrasività della resina: Le resine riempite con fibre di vetro o minerali sono altamente abrasive e corrodono rapidamente l'acciaio dolce, che necessitano di materiali induriti.
-
Resine corrosive: Materiali come il PVC o quelli che rilasciano gas corrosivi richiedono acciaio inossidabile.
Alluminio
Pur non essendo un acciaio, le leghe di alluminio sono una scelta comune, soprattutto per prototipi e utensili a basso volume.
-
Vantaggi: Eccellente conduttività termica (può raffreddarsi fino a cinque volte più velocemente dell'acciaio), rendendo i tempi di ciclo molto rapidi. Molto più facile e veloce da lavorare rispetto all'acciaio.
-
Svantaggi: Più morbido dell'acciaio, il che significa che si consumano più velocemente e sono più suscettibili ai danni causati dalle alte pressioni o dalle resine abrasive.
-
Applicazione: Ideale per utensili morbidi o attrezzature per ponti dove la produzione rapida è fondamentale.
Altri materiali (ad es. Rame-berillio)
ILse specialized alloys are used strategically:
-
Rame berillio (BeCu): Spesso usato come inserti nelle aree ad alta temperatura di uno stampo in acciaio (ad es. G., vicino al cancello o ai perni del nucleo profondo). BeCu offre una conduttività termica superiore all'acciaio, accelerando il raffreddamento dei punti caldi localizzati e bilanciando il profilo di temperatura dello stampo.
Produzione stampi ad iniezione
Una volta selezionato l'acciaio, inizia la costruzione fisica. IL mold tool is arguably the most complex and precise component in a manufacturing line, avvalendosi di tecniche altamente specializzate.
Processi di lavorazione
IL geometry of the cavity and core must be translated from the digital CAD file into hardened steel with micron-level precision.
-
Lavorazione CNC: Controllo numerico computerizzato (CNC) la fresatura è il metodo principale per la rimozione del materiale sfuso e il taglio delle caratteristiche principali come la base dello stampo e le guide. Ad alta velocità, Le macchine CNC a 5 assi sono essenziali per il taglio di contorni 3D complessi.
-
Elettroerosione (Elettroerosione): Questo è un senza contatto, processo di erosione termica fondamentale per le caratteristiche che le frese non possono raggiungere. È usato per creare:
-
Angoli interni vivi: L'elettroerosione può bruciare angoli interni perfettamente affilati che una fresa rotante non può produrre a causa del suo raggio.
-
Costole profonde e fini: Crea profondità, caratteristiche sottili senza chiacchiere o rotture.
-
-
Rettifica: Utilizzato per la finitura di superfici critiche come le aree di chiusura (dove la cavità e il nucleo si incontrano) e per dimensionare con precisione componenti come perni di guida e manicotti di espulsione.
Assemblaggio e collaudo stampi
I componenti lavorati sono meticolosamente assemblati. I perni guida sono installati, le linee di raffreddamento sono sottoposte a prova di pressione, e il sistema di espulsione È checked for smooth movement.
-
Prova dello strumento: IL assembled mold is placed into an injection molding machine for a prova dello strumento . Questa è la prima corsa, dove si regolano le impostazioni e si producono e misurano le prime parti in plastica (i "primi scatti"). Questo passaggio cruciale verifica tutto il lavoro svolto nelle fasi di progettazione e simulazione.
Manutenzione e Riparazione Stampi ad Iniezione
Uno stampo ad alte prestazioni è un asset ad alte prestazioni. Trattarlo come tale è essenziale per ridurre al minimo i costi a lungo termine.
Manutenzione preventiva
La manutenzione programmata non è negoziabile per la longevità. Tipicamente comporta:
-
Pulizia: Rimozione di residui di gas e accumuli di plastica.
-
Lubrificazione: Garantire che tutti i componenti mobili (perni, azioni collaterali) are correctly lubricated.
-
Ispezione: Controllo delle crepe, usura sulla linea di giunzione, e corrosione nei canali di raffreddamento.
Risoluzione dei problemi comuni legati alla muffa
I produttori di stampi spesso diagnosticano i problemi in base ai difetti delle parti:
-
Flash: La fuoriuscita di plastica sulla linea di giunzione indica una forza di serraggio insufficiente o un'usura delle superfici di chiusura, che necessitano di lucidatura o riparazione.
-
Guasto della linea di saldatura: Suggerisce che il cancello sia mal posizionato, oppure il materiale necessita di temperatura/pressione più elevata (imballaggio).
-
Segni di bruciatura: Indica scarso ventilazione che deve essere affrontato.
Tecniche di riparazione
Le riparazioni comuni includono la saldatura (spesso saldatura laser per la precisione) per riparare i bordi danneggiati o l'utilizzo dell'elettroerosione per regolare le dimensioni critiche.
Fantastico. Abbiamo coperto la progettazione, l'analisi, i sistemi avanzati e il processo di produzione. Il passo finale è guardare avanti: dove sta andando questo settore?
Tendenze future nella progettazione di stampi a iniezione
La progettazione dello strumento per stampi a iniezione non è statica. Le nuove tecnologie sono in continua evoluzione, spinte dalla domanda di prototipazione più rapida, parti personalizzate più economiche e produzione più intelligente. Queste tendenze stanno ridefinendo il ruolo del progettista di stampi.
Produzione additiva per inserti per stampi
Anche se non stamperai in 3D una base di stampo enorme, Produzione additiva (AM) , o stampa 3D, sta rivoluzionando i componenti interni, in particolare gli inserti del nucleo e della cavità.
-
Raffreddamento conforme: IL biggest game-changer. AM allows designers to create complex, internal canale di raffreddamentos che seguono esattamente il contorno del pezzo. Questi canali sono impossibili da lavorare convenzionalmente, ma assicurano un raffreddamento incredibilmente uniforme, riducendolo drasticamente deformazione e riducendo i tempi di ciclo fino a in alcuni casi.
-
Inserti per prototipazione rapida: L'AM consente la creazione di inserti a basso costo e a basso volume per utensili morbidi, consentendo ai progettisti di testare rapidamente le variazioni di progettazione (test A/B) prima di impegnarsi in costosi acciai per utensili.
Stampi intelligenti con sensori
IL next generation of molds won't just make parts; they'll talk to the machine and to the cloud. Stampi intelligenti utilizzare sensori integrati per fornire dati di processo in tempo reale.
-
Sensori di pressione nella cavità: ILse small sensors placed inside the cavity measure the exact pressure the plastic is exerting as it fills and packs. This is crucial for precise quality control, allowing the machine to adjust injection speed or packing pressure mid-cycle to ensure every part is consistent.
-
Sensori di temperatura (termocoppie): Posizionati nella cavità e nel nucleo, monitorano la temperatura dell'acciaio, fornendo feedback in tempo reale all'unità di raffreddamento per garantire un raffreddamento ottimale e bilanciato: l'arma definitiva contro deformazione .
-
Chip RFID/dati: Utilizzato per il riconoscimento istantaneo dello stampo da parte della macchina di stampaggio, caricando automaticamente i parametri di processo corretti, la cronologia della manutenzione e il conteggio dei colpi. Ciò elimina l'errore umano durante l'impostazione dello stampo.
Automazione nella progettazione e produzione di stampi
L’efficienza nella creazione di strumenti sta aumentando attraverso flussi di lavoro digitali più integrati.
-
Automazione della progettazione: I sistemi CAD/CAM avanzati utilizzano l'intelligenza artificiale e la progettazione basata su regole per automatizzare attività ripetitive, come la generazione angoli di sformo , posizionamento dei perni di espulsione standard e instradamento canale di raffreddamentos . Ciò consente al progettista esperto di concentrarsi su aree problematiche complesse e di alto valore.
-
Robotica nella produzione di utensili: Parallelamente vengono sempre più utilizzati robot di precisione Lavorazione CNC E Elettroerosione processi per il cambio automatizzato degli elettrodi e la movimentazione dei materiali, riducendo al minimo l'interazione umana e aumentando la precisione e la coerenza dello strumento finale.
Conclusione
Riepilogo dei principi chiave della progettazione
La progettazione di stampi a iniezione è un complesso atto di equilibrio, un'intersezione di fisica, scienza dei materiali e ingegneria meticolosa. Per creare uno strumento di successo, che funzioni in modo affidabile e redditizio, è necessario padroneggiare i fondamenti:
-
Stampabilità: Dai priorità all'uniforme spessore della parete E incorporate sufficient angoli di sformo .
-
Efficienza: Ottimizza il sistema di gate E design robust, balanced canale di raffreddamentos per ridurre al minimo il tempo di ciclo.
-
Affidabilità: Compensare precisamente per restringimento E ensure adequate ventilazione per evitare bruciature e scatti brevi.
Importanza dell'apprendimento continuo nella progettazione di stampi
IL reality is, mold design is an apprenticeship that never truly ends. With new materials, higher performance demands, and emerging technologies like raffreddamento conforme and stampi intelligenti , la formazione continua non è facoltativa: è necessaria per rimanere competitivi.

