
La bava è uno dei difetti più comuni nello stampaggio a iniezione e uno dei più erroneamente diagnosticati. Le sottili alette di materiale in eccesso che compaiono sulle linee di giunzione, sui perni di estrazione o sulle interfacce degli inserti sono spesso attribuite solo ai parametri di processo, quando la causa principale è spesso l'utensileria. Questa guida fornisce un quadro diagnostico sistematico che copre tutte e sette le categorie di cause profonde, standard di prevenzione quantificati e una matrice di priorità delle azioni correttive per eliminare le flash in modo efficiente.
1. Cos'è la muffa lampeggiante?
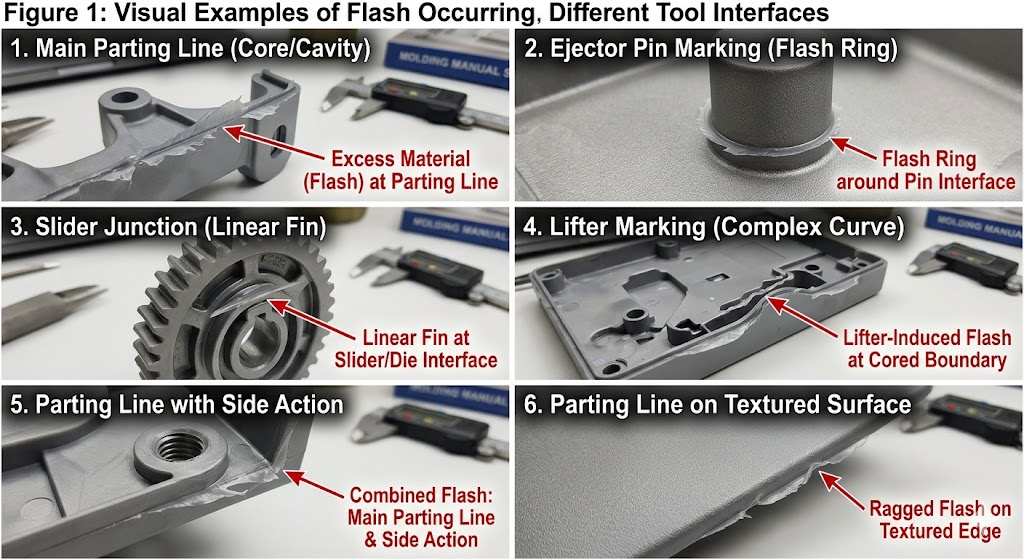
La bava (anche: bava) è materiale in eccesso che fuoriesce dalla cavità dello stampo attraverso qualsiasi fessura nello strumento prima del congelamento. Appare come una pinna sottile, una ragnatela o un bordo sfumato attaccato alla parte in:
- Linee di divisione - la posizione più comune
- Interfacce perno di espulsione — anelli flash circolari attorno alle facce dei perni
- Interfacce per slitte e sollevatori — alette lineari lungo le facce di contatto dell'azione laterale
- Inserisci i confini — sui perimetri degli inserti metallici nello stampaggio degli inserti
- Posizioni di ventilazione — se gli sfiati sono sovradimensionati o erosi
- Superfici di chiusura — in elementi con nucleo e fori passanti
Flash non è solo cosmetico. Aggiunge operazioni di rifilatura secondarie, rischia di interferire con l'assemblaggio, crea spigoli vivi (rischio di lesioni e di guasto della tenuta) e nelle applicazioni mediche o a contatto con gli alimenti provoca la non conformità normativa. Ancora più importante, segnala una lacuna nel sistema dello stampo che, se non trattata, si allarga progressivamente ad ogni stampata.
2. Le sette categorie di cause principali
La flash ha sempre la stessa causa immediata: il materiale sotto pressione trova uno spazio vuoto. Ma l’origine di tale divario rientra in sette categorie distinte, ciascuna delle quali richiede una diversa azione correttiva.
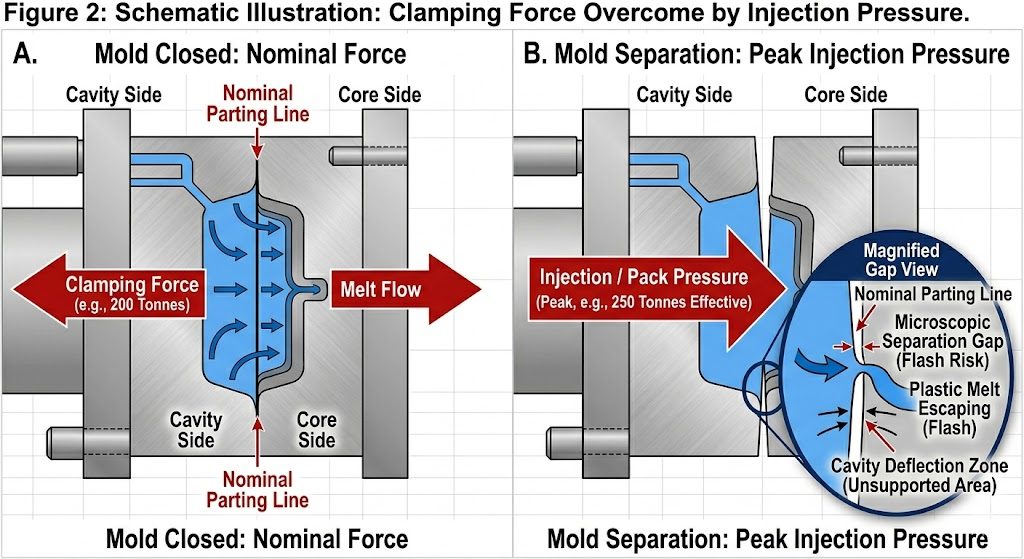
2.1 Forza di serraggio insufficiente
La causa più spesso trascurata. Se la pressione di iniezione supera la forza di bloccaggio effettiva della pressa sull'area proiettata del pezzo e del sistema di canali, le piastre dello stampo si separano momentaneamente durante il riempimento e il confezionamento, creando uno spazio dinamico sulla linea di giunzione.
Controllo diagnostico:
Forza di serraggio richiesta (tonnellate) = Area proiettata (cm²) × Pressione nella cavità (MPa) ÷ 100Per una parte con un'area proiettata di 180 cm² (comprese le guide) riempita a una pressione media della cavità di 80 MPa:
Pinza richiesta = 180 × 80 ÷ 100 = 144 tonnellate minimoAggiungere un margine di sicurezza del 20–25% → Minimo 175-180 tonnellate.
L'esecuzione di questa parte su una pressa da 150 tonnellate produrrà sbavature sulla linea di giunzione indipendentemente da qualsiasi altra regolazione dei parametri.
Errore comune: Calcolo dell'area proiettata solo dalla parte, escluso il sistema di guida. Il canale di colata, i canali di scorrimento e i cancelli contribuiscono in modo significativo all'area proiettata e alla pressione nella cavità.
| Materialeeee | Intervallo tipico di pressione nella cavità | Regola empirica della forza di serraggio |
|---|---|---|
| PP, PE (parete sottile) | 40–80MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50–90MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60–100MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80–130MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90–150MPa | 0,9–1,5 t/cm² |
| POM | 70–110MPa | 0,7–1,1 t/cm² |
2.2 Usura o danneggiamento della superficie di separazione
La superficie di separazione (PS) è la tenuta primaria tra cavità e atmosfera. Qualsiasi deviazione dalla perfetta planarità, dovuta a usura, danni da impatto, elettroerosione da elettroerosione o durezza superficiale inadeguata, consente al materiale di fuoriuscire.
Tolleranze critiche:
| Dimensioni dello stampo | Deviazione massima consentita dalla planarità PS | Durezza dell'acciaio consigliata |
|---|---|---|
| Piccolo (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Medio (250–500 mm) | 0,008 mm | 48–52 HRC |
| Grande (>500 mm) | 0,010–0,012 millimetri | 44–48 HRC |
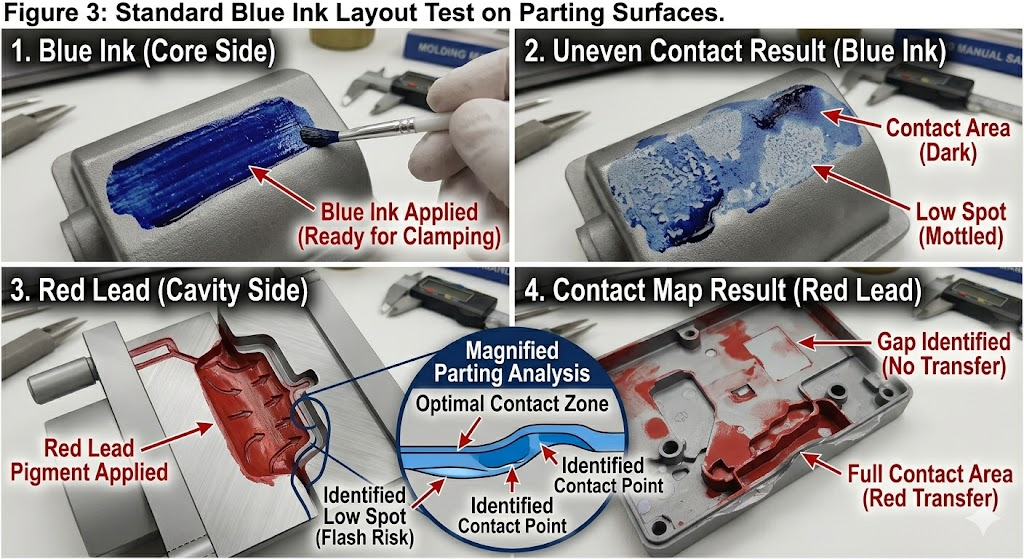
Protocollo di ispezione: Prova di trasferimento dell'inchiostro blu o passa con uno spessimetro su tutta la superficie di separazione. Qualsiasi spazio >0,010 mm su un materiale di base o >0,005 mm su un materiale a bassa viscosità (LCP, PPS) costituisce un rischio immediato.
Metodi di riparazione per gravità:
| Tipo di danno | Metodo di riparazione | Tempo di consegna |
|---|---|---|
| Usura minore (area bassa <0,05 mm) | Rilucidatura della saldatura laser | 1–3 giorni |
| Usura moderata (0,05–0,2 mm) | Saldatura a spruzzo o rilavorazione di saldatura TIG | 3–5 giorni |
| Danni da impatto/ammaccatura | La saldatura laser EDM riaccende | 2–4 giorni |
| Usura diffusa (>0,2 mm) | Riscrematura completa del PS sulla smerigliatrice di superficie | 3–7 giorni |
| Lampeggio ripetuto nella stessa posizione | Rilucidatura della saldatura del lato duro (Stellite). | 5-10 giorni |
2.3 Velocità o pressione di iniezione eccessiva
Anche uno stampo geometricamente perfetto lampeggia se i parametri di processo spingono la pressione nella cavità oltre la capacità della forza di chiusura o se la velocità di iniezione è sufficientemente elevata da creare un effetto cuneo idraulico sulla linea di giunzione prima che il tonnellaggio della pinza si sviluppi completamente.
Condizioni di processo che inducono flash:
- La velocità di iniezione è impostata su un livello così elevato che la cavità si riempie in <0,3 secondi: il picco di pressione di picco supera momentaneamente la capacità della pinza
- Pressione di riempimento impostata superiore all'80% della pressione di iniezione su un materiale a bassa viscosità
- Tempo di mantenimento prolungato oltre il congelamento del punto di iniezione: la pressione continua dopo il congelamento del punto di iniezione trasferisce la forza alle piastre dello stampo, non all'imballaggio delle parti
- Temperatura di fusione troppo alta: riduce la viscosità, il materiale scorre in modo più aggressivo in qualsiasi spazio
Sequenza di regolazione del processo (prima dell'intervento sull'attrezzatura):
- Ridurre la velocità di iniezione con incrementi del 10%: controllare se il flash si riduce
- Ridurre la pressione della confezione al 60–70% della pressione di riempimento
- Verificare che il tempo di attesa non superi il tempo di blocco del cancello (usare lo studio sul blocco del cancello)
- Ridurre la temperatura di fusione di 5–10°C
- Se il flash persiste dopo tutte e quattro le modifiche, la causa principale è l'utensileria, non il processo
2.4 Viscosità del materiale troppo bassa
I materiali a bassa viscosità fluiscono negli spazi vuoti che i materiali a viscosità standard colmano. Questo è il motivo per cui i gradi PPS, LCP e PA a basso peso molecolare richiedono tolleranze superficiali di divisione più strette rispetto ad ABS o PP.
Melt Flow Index (MFI) come indicatore di rischio flash:
| Intervallo MFI (g/10 min) | Categoria di rischio flash | Gap PS massimo consentito |
|---|---|---|
| <5 | Basso | 0,020 mm |
| 5–20 | Moderato | 0,015 mm |
| 20–50 | Alto | 0,010 mm |
| > 50 (ad es. LCP, PP a parete sottile) | Molto alto | 0,005–0,008 mm |
Variazione lotto materiale: L'MFI può variare del ±15–25% tra lotti della stessa qualità. Uno stampo che raggiunge la soglia di infiammabilità con un lotto potrebbe infiammarsi con quello successivo. Controllare sempre l'MFI in entrata rispetto ai dati di qualificazione dello stampo.
2.5 Temperatura dello stampo troppo alta
Una temperatura elevata dello stampo riduce la viscosità dello strato fuso a contatto con la superficie di separazione, estendendo la finestra temporale durante la quale il materiale è sufficientemente fluido da penetrare negli spazi vuoti. Ciò è particolarmente significativo per:
- Materiali cristallini con punti di fusione netti (POM, PPS, PA)
- I materiali corrono vicino al limite superiore dell'intervallo di temperatura dello stampo consigliato
- Stampi a canali caldi in cui l'assorbimento di calore del collettore può aumentare localmente la temperatura della piastra dello stampo
Regola pratica: Ogni aumento di 10°C della temperatura dello stampo al di sopra del minimo raccomandato aumenta la sensibilità del flash di circa un grado di viscosità, equivalente a un aumento del 20% dell'MFI.
2.6 Carenze nella progettazione dello stampo
Caratteristiche geometriche nella progettazione dello stampo che creano rischio di flash intrinseco:
Campate della superficie di divisione non supportata: Le grandi superfici di divisione piane senza pilastri di supporto si flettono sotto la pressione della cavità. Una piastra di forma non supportata di 400 × 400 mm in acciaio P20 devia di 0,03–0,08 mm a 80 MPa, sufficiente a produrre bave sul perimetro.
Regola di progettazione del pilastro di supporto: Luce massima non supportata tra i pilastri di supporto = 150 mm per stampi di media portata. Aggiungere pilastri a centri di 120–130 mm per materiali ad alta pressione (PC, PPS).
Larghezza del terreno insufficiente sulla linea di divisione: Il “piano” – la stretta fascia piatta immediatamente adiacente alla cavità sulla superficie di divisione – deve essere sufficientemente largo da resistere alla deformazione indotta dalla pressione. Larghezza minima del terreno consigliata:
| Materialeeee | Larghezza minima del terreno |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
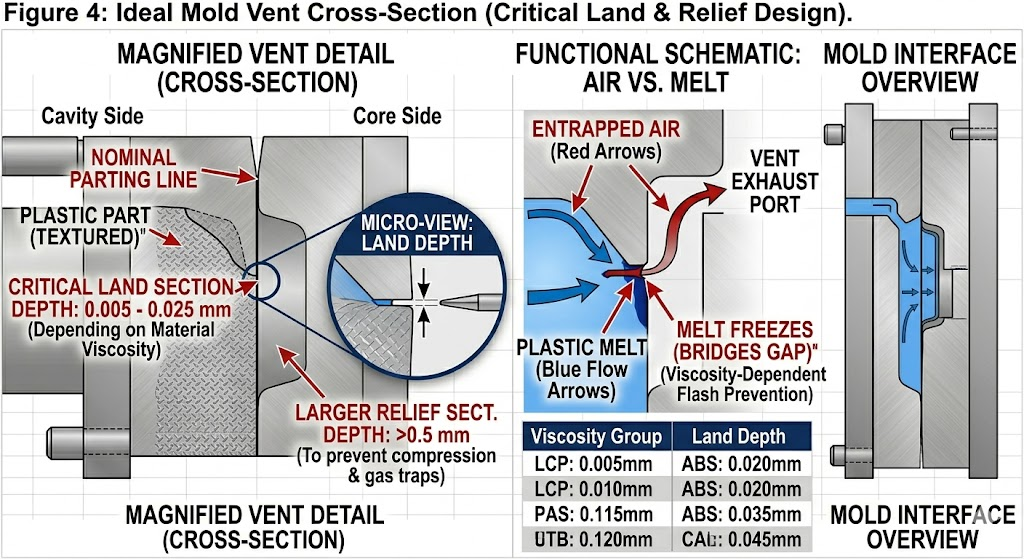
Profondità di sfiato troppo profonda: Le prese d'aria sono spazi vuoti intenzionali: se sovradimensionati, diventano generatori di flash. Linee guida standard sulla profondità dello sfiato:
| Materialeeee | Profondità della bocca (sezione terrestre) | Profondità dello sfiato (sezione di scarico) |
|---|---|---|
| PP, PE | 0,015–0,025 millimetri | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 millimetri | 0,2–0,3 mm |
2.7 Componenti mobili usurati o disallineati
Azioni laterali, sollevatori, tiranti del nucleo e perni di espulsione creano interfacce dinamiche che si muovono ad ogni ciclo. Queste interfacce si usurano progressivamente e rappresentano la fonte più comune di flash nella produzione di volumi elevati che in precedenza era priva di flash.
Flash dell'espulsore: Il gioco tra il diametro del perno e il diametro del foro deve essere mantenuto entro limiti ristretti. Distanza standard per materiale:
| Materialeeee | Spazio per il perno di espulsione (per lato) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 millimetri |
| PPS, LCP | 0,003–0,008 millimetri |
Le distanze superiori a questi limiti producono un visibile bagliore dei pin. Sotto di loro, i perni si legano e si rompono. Questo è un problema di gestione dell'usura: le distanze dei perni dovrebbero essere verificate ogni 100.000–200.000 colpi su strumenti ad alto volume.
Flash dell'interfaccia di scorrimento e sollevamento: L'usura sulle piastre antiusura (lardoni) che guidano le azioni laterali consente alla faccia della slitta di spostarsi di 0,01–0,05 mm dalla sua faccia di appoggio, sufficiente per la bava. Le piastre antiusura Gib dovrebbero essere componenti sostituibili su qualsiasi stampo di produzione, con intervalli di ispezione definiti nel piano di manutenzione dello stampo.
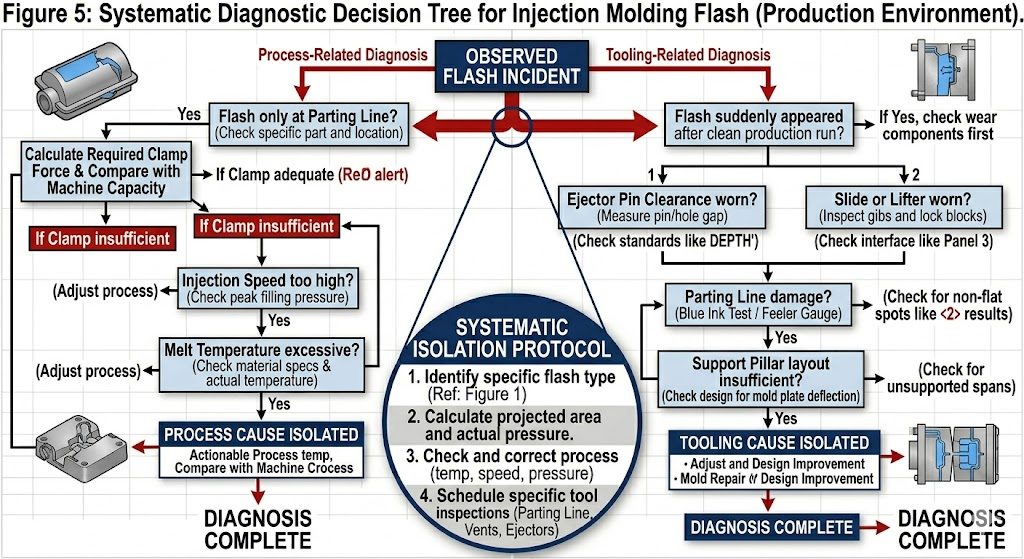
3. Albero decisionale diagnostico Flash
Utilizzare questa sequenza per identificare la causa principale senza un inutile smontaggio dello stampo:
FLASH OSSERVATO│├── Flash solo sulla linea di giunzione?│ ├── SÌ → Controllare prima il calcolo della forza di bloccaggio│ │ → Quindi ispezionare la planarità del PS (test dell'inchiostro blu)│ │ → Ridurre quindi la velocità di iniezione/pressione della confezione│ └── NO → Continua sotto│├── Flash solo sui perni di espulsione?│ └── SÌ → Misurare la distanza tra il perno e il foro│ → Controllare la lunghezza del perno (perni lunghi = pressione di contatto maggiore)│ → Verificare che il ritorno della piastra di espulsione sia completamente inserito prima che il morsetto si chiuda│├── Flash nell'interfaccia di scorrimento/sollevamento?│ └── SÌ → Ispezionare le piastre di usura dei lardoni (spessimetro)│ → Controllare la forza di inserimento/l'angolo di bloccaggio della slitta│ → Verificare il contatto del blocco del tallone│├── Flash alle prese d'aria?│ └── SÌ → Misura la profondità dello sfiato (obiettivo: ritagliare secondo le specifiche)│ → Controllare l'erosione dello sfiato (materiale abrasivo riempito di vetro)│├── Flash è apparso all'improvviso dopo X riprese di produzione pulita?│ └── SI → Causa legata all'usura (lanceola, superficie di divisione, perni di espulsione)│ → Pianificazione dell'ispezione dello stampo/manutenzione preventiva│└── Bava presente dal primo colpo del nuovo stampo? └── SÌ → Problema di qualità di progettazione o costruzione → Verificare il calcolo della forza di serraggio → Verificare la qualità della rettifica della superficie di divisione → Controllare la disposizione dei pilastri di supporto → Verificare la profondità dello sfiato rispetto alle specifiche
4. Standard di prevenzione per fase di costruzione dello stampo
La prevenzione della bava più economicamente vantaggiosa avviene prima che lo stampo esegua il primo stampaggio.
4.1 Fase di progettazione
- Eseguire la simulazione della pressione nella cavità Moldflow: verificare che la pressione di picco della cavità × l'area prevista non superi l'80% della capacità pianificata della pressa
- Progettare pilastri di supporto a centri ≤150 mm per tutte le pressioni della cavità >60 MPa
- Specificare la larghezza minima del terreno per categoria di materiale (Sezione 2.6)
- Progettare la profondità di sfiato in base alle specifiche del materiale: non fare affidamento sui sovrametalli di lavorazione predefiniti
- Specificare la distanza del perno di espulsione nel disegno dello stampo: deve apparire sul blocco di tolleranza e non essere lasciata al giudizio dell'operatore
4.2 Fase di costruzione dello stampo
- Verificare la planarità della superficie di divisione sulla smerigliatrice di superficie prima dell'assemblaggio finale: documentare la misurazione
- Test con inchiostro blu dopo l'assemblaggio completo: prima della prima prova è richiesto il 100% di contatto con la superficie di separazione
- Misura e registra tutte le distanze dei perni di espulsione: minimo 5 perni campione per stampo, set completo per stampi critici
- Verificare la sede del vetrino sotto il carico di bloccaggio della pressa prima della prima iniezione: utilizzare argilla o pellicola Fuji Prescale
4.3 Fase di prova del primo articolo
- Iniziare con una velocità di iniezione del 50% e una pressione di impaccamento del 60%: aumentare in modo incrementale
- Registra il limite superiore della finestra del processo (inizio del flash): questo è un parametro critico per la qualificazione dello stampo
- Larghezza della finestra di processo del documento: la differenza tra inizio breve e inizio flash dovrebbe essere ≥ 15% della pressione di iniezione per uno stampo robusto
4.4 Fase di produzione
- Definire gli intervalli di manutenzione preventiva per: ispezione della superficie di divisione (ogni 200.000 scatti), misurazione della piastra di usura del lardo (ogni 150.000 scatti), controllo del gioco del perno di espulsione (ogni 100.000 scatti per utensili ad alto volume)
- Tieni traccia degli episodi di flash in base alla posizione nel sistema SPC: il flash progressivo in una posizione segnala l'usura prima che diventi una fuga di qualità
- Conservare i registri materiali delle ispezioni in entrata delle IFM: correlare gli incidenti flash con i dati delle IFM
5. Matrice delle priorità delle azioni correttive
Quando si osservano flash in produzione, utilizzare questa matrice per dare priorità alle azioni correttive in base al costo e all'efficacia:
| Azione | Costo | È ora di implementare | Efficacia | Priorità |
|---|---|---|---|---|
| Ridurre la velocità di iniezione/pressione della confezione | Zero | Immediato | Alto (if process-caused) | 1° |
| Verificare l'adeguatezza della forza di chiusura: passare a una pressa più grande | Basso | Stesso turno | Definitivo per il flash causato dal morsetto | 2° |
| Test inchiostro blu: identifica lo spazio tra i contatti PS | Basso | 2–4 ore | Diagnostico, non correttivo | 3° |
| Riparazione con saldatura laser dei punti bassi di PS | Medio | 1–3 giorni | Permanente per bave dovute all'usura | 4° |
| Sostituire le piastre di usura del lardo usurate | Basso–Medium | 4–8 ore | Permanente per flash diapositiva | 5° |
| Sostituire i perni di espulsione (gioco sovradimensionato) | Basso | 4–8 ore | Permanente per pin flash | 6° |
| Rettifica la superficie di divisione | Medio | 3–7 giorni | Permanente per usura diffusa del PS | 7° |
| Aggiungere pilastri di supporto (carenza di progettazione) | Alto | 2–4 settimane | Permanente per flash causato da deflessione | 8° |
| Aumentare la durezza dell'acciaio (reinserire in acciaio più duro) | Alto | 3–6 settimane | Prevenzione dell'usura a lungo termine | 9 |
6. Casi particolari: materiali ad alto rischio di flash
PPS e LCP
Entrambi i materiali hanno viscosità di fusione 3–5 volte inferiori rispetto all'ABS alle temperature di lavorazione. Troveranno e sfrutteranno qualsiasi lacuna colmata dai materiali standard. Gli stampi che utilizzano PPS o LCP devono essere costruiti con tolleranze più strette fin dall'inizio: il retrofit di uno stampo con tolleranza standard per eseguire PPS è raramente conveniente.
Requisiti obbligatori:
- Acciaio per cavità S136 o 420SS (corrosione e durezza)
- Planarità della superficie di divisione ≤0,005 mm
- Gioco del perno dell'espulsore ≤0,006 mm per lato
- Profondità dello sfiato ≤0,008 mm sezione del terreno
- Pilastri di supporto a centri massimi di 120 mm
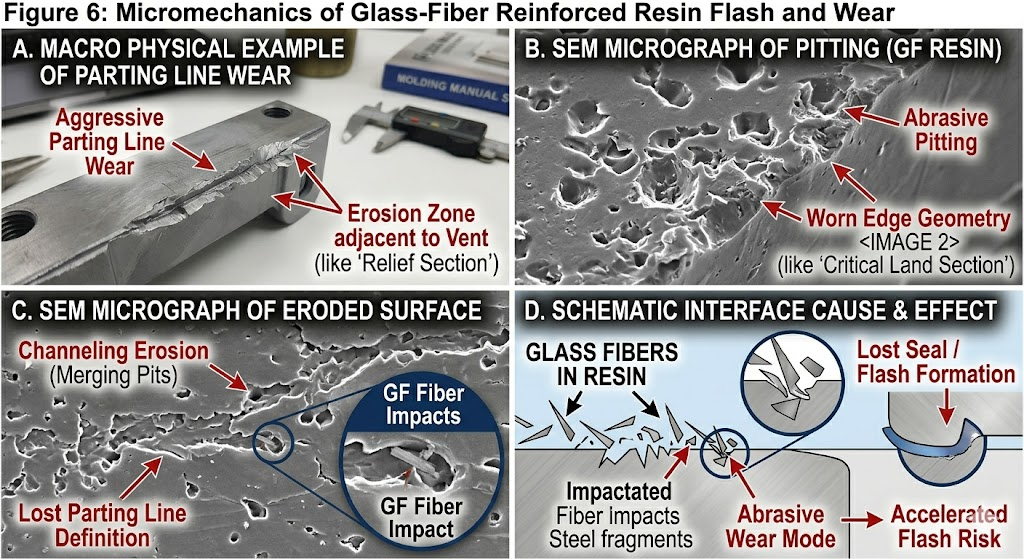
Gradi caricati con vetro (GF30 e superiori)
Le fibre di vetro sono abrasive. Le superfici di divisione, gli sfiati e i fori dei perni di espulsione si usurano più rapidamente nella produzione con riempimento GF rispetto ai gradi non riempiti. Gli intervalli di manutenzione dovrebbero essere ridotti del 30–40% rispetto ai programmi di materiale non riempito. Si consigliano vivamente inserti in acciaio temprato (≥50 HRC) nei punti ad alta usura (aree della porta, linea di giunzione adiacente alla porta).
Parti a parete sottile (parete <1,0 mm)
Le parti a parete sottile richiedono velocità e pressioni di iniezione elevate, spingendo la pressione della cavità al limite superiore della capacità della pinza della pressa. La finestra del processo tra lo shot corto e il flash è molto stretta (a volte <5% della pressione di iniezione). Questi stampi richiedono:
- Superficie di troncatura di precisione (planarità ≤0,005 mm)
- Pressa più grande di quella suggerita dal solo calcolo della pinza (aggiungere un margine del 30%)
- Sensori di pressione della cavità in tempo reale: controllo della pressa a circuito chiuso per evitare bave
7. Costo di Flash: perché l'eliminazione paga
Raramente il flash viene valutato in modo accurato nei sistemi di qualità. Il costo reale comprende:
| Costo Element | Intervallo tipico per parte | Note |
|---|---|---|
| Travaglio di rifinitura | $ 0,05–$ 0,40 | Dipende dalla posizione del flash e dall'accessibilità |
| Usura degli utensili dovuta a bava (danno PS accelerato) | $ 0,01–$ 0,05 ammortizzati | Flash intacca il PS, creando un ciclo di peggioramento |
| Aumento del tasso di scarto (il flash provoca lo scarto della parte) | 1–5% del valore della produzione | Altoer for tight-tolerance parts |
| Interruzioni della catena di montaggio (il flash causa problemi di adattamento) | Variabile | Può attivare riaddebiti da parte del cliente |
| Resi dei clienti/guasti sul campo | Alto | Soprattutto per sigillare le superfici |
| Tempi di inattività per la riparazione dello stampo | $ 500– $ 5.000 per incidente | Inoltre si sono perse opportunità di produzione |
Per una parte di volume medio pari a 500.000 parti/anno con un costo di rifilatura di $ 0,20/parte e il 2% di scarti legati alla flash, il costo annuale della flash non risolta supera $ 150.000 — molto più del costo di una corretta riparazione della superficie di divisione o di un programma di manutenzione dello stampo.
8. Conclusione
Il flash è un sintomo, non una causa principale. Per risolverlo in modo permanente è necessario identificare quale delle sette categorie di cause principali (forza di serraggio, condizioni della superficie di divisione, parametri di processo, viscosità del materiale, temperatura dello stampo, difetto di progettazione o usura dei componenti) sia il vero fattore determinante. Le sole regolazioni del processo sopprimono temporaneamente il flash; le correzioni degli strumenti e della progettazione lo eliminano in modo permanente.
La strategia più conveniente è la prevenzione: progettare superfici di separazione, strutture di supporto e geometrie di sfiato secondo le specifiche corrette per il materiale specifico utilizzato e implementare un programma strutturato di manutenzione preventiva che rileva l'usura prima che diventi una perdita di qualità.
Articoli correlati:
- Capire cos'è un colpo corto nello stampaggio a iniezione: cause, soluzioni e prevenzione
- Controllo del ritiro e della deformazione nello stampaggio a iniezione: guida tecnica per gli OEM
- Rilavorazione dello stampo a iniezione: è possibile convertire uno strumento da 2 cavità a 4 cavità?
- La guida definitiva alla riparazione degli stampi a iniezione: tecniche di saldatura laser e trattamento superficiale
- Guida alla selezione dell'acciaio per stampi a iniezione ad alta precisione
Stampo IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Cina | [email protected] | 86 153 5648 7586

