
Riepilogo
I gradi polimerici ignifughi (FR) sono specificati per applicazioni automobilistiche, elettroniche, elettriche ed edili, ma introducono sfide di lavorazione e rischi di lavorazione che i gradi standard non presentano. Gli additivi FR restringono le finestre di processo, aumentano la corrosività dell'acciaio per stampi, influiscono sulla finitura superficiale e complicano i flussi di riciclaggio. Questa guida tratta in dettaglio il sistema di classificazione UL94, spiega come ciascuno dei principali prodotti chimici FR interagisce con le attrezzature e gli utensili per lo stampaggio a iniezione e fornisce specifiche pratiche per la progettazione degli stampi e la selezione dell'acciaio quando si utilizzano materiali FR.
1. Perché il ritardo di fiamma è importante nello stampaggio a iniezione
La plastica brucia. La maggior parte dei materiali termoplastici tecnici – ABS, PP, PA, PC – sono intrinsecamente combustibili, con indici limite di ossigeno (LOI) del 17–28%. Nelle applicazioni in cui esiste il rischio di ignizione (involucri elettrici, alloggiamenti di batterie per veicoli elettrici, elettronica di consumo, interni di aeromobili, pannelli di edifici) i polimeri non modificati non possono soddisfare le norme di sicurezza antincendio.
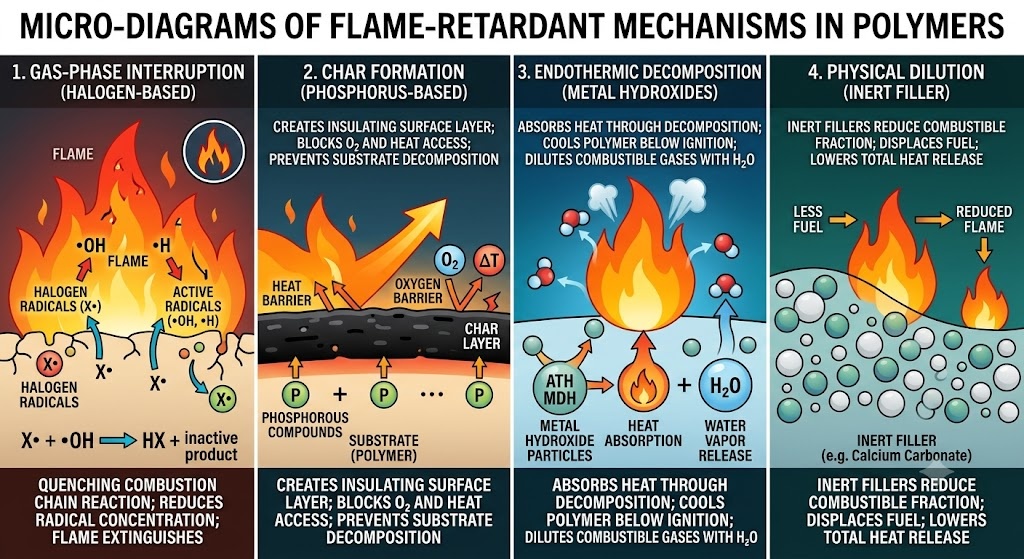
I ritardanti di fiamma risolvono questo problema mediante uno o più meccanismi:
- Interruzione della fase gassosa — I radicali FR estinguono la reazione a catena di combustione nella zona della fiamma (sistemi a base alogenata)
- Formazione del salmerino — La chimica FR favorisce uno strato superficiale carbonioso che isola il substrato dalla fiamma (sistemi intumescenti a base di fosforo)
- Decomposizione endotermica — L'additivo FR assorbe il calore attraverso la decomposizione, raffreddando il substrato al di sotto della temperatura di accensione (idrossidi metallici: ATH, MDH)
- Diluizione fisica — il riempitivo inerte riduce la frazione combustibile del composto
La sfida per lo stampatore a iniezione è che questi meccanismi vengono attivati dal calore, lo stesso stimolo che guida il processo di stampaggio. Gli additivi FR che sono termicamente stabili abbastanza da sopravvivere alla canna, ma abbastanza reattivi da funzionare in un incendio, rappresentano una finestra ingegneristica ristretta con conseguenze dirette sulla lavorazione e sull'attrezzatura.
2. Il sistema di classificazione UL94: cosa significano effettivamente le classificazioni
UL94 (Standard for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances) è il principale riferimento globale per la classificazione dell'infiammabilità della plastica. Comprendere cosa richiede ciascuna classificazione (e cosa non richiede) è essenziale per una specifica corretta.
2.1 Panoramica del metodo di prova
I test UL94 vengono condotti su campioni stampati, non su materie prime. La geometria del campione è importante: lo standard specifica le categorie di spessore (tipicamente 0,8 mm, 1,6 mm, 3,2 mm) e le classificazioni dipendono dallo spessore. Un materiale classificato V-0 a 3,2 mm può raggiungere solo V-2 a 0,8 mm.
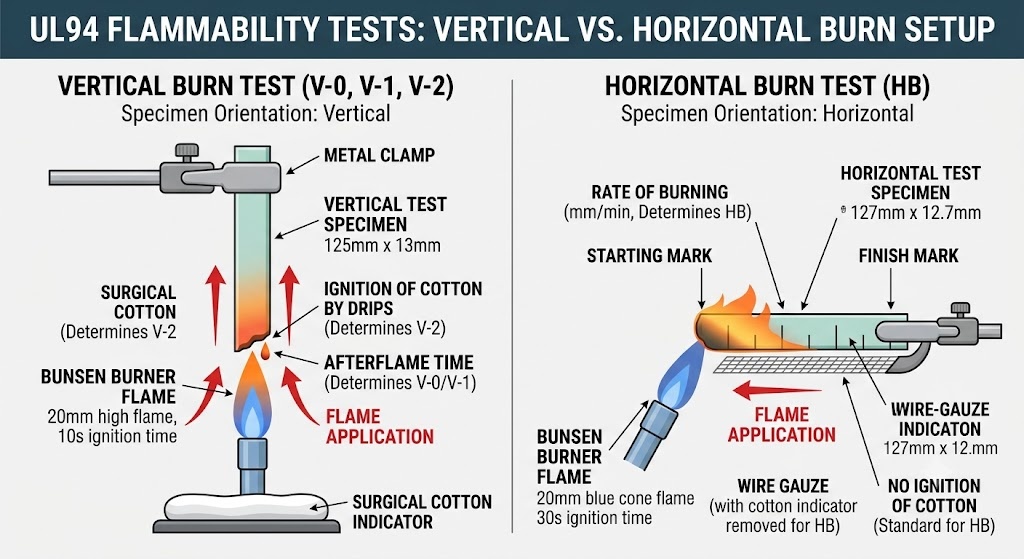
Le due serie di test principali:
Test di combustione verticale (V-0, V-1, V-2, 5VA, 5VB): Un campione di 125 mm × 13 mm viene tenuto verticalmente ed esposto a una fiamma definita per due intervalli di 10 secondiondi. Il gocciolamento, il tempo di post-fiamma e l'accensione di un indicatore di cotone sotto il campione determinano la valutazione.
Test di combustione orizzontale (HB): Un campione di 127 mm × 12,7 mm viene tenuto orizzontalmente. Questa è la classificazione più bassa: la maggior parte dei polimeri di base senza trattamento FR raggiungono l'HB con uno spessore sufficiente.
2.2 Criteri di classificazione
| Valutazione | Afterflame ≤ (ogni applicazione) | Post-fiamma totale ≤ (5 campioni) | Il gocciolamento incendia il cotone? | Bagliore residuo ≤ | Note |
|---|---|---|---|---|---|
| V-0 | 10 sec | 50 secondi | No | 30 secondiondiondi | Verticale più severo |
| V-1 | 30 secondiondiondi | 250 secondiondi | No | 60 secondiondi | Verticale di livello intermedio |
| V-2 | 30 secondiondiondi | 250 secondiondi | Sì, è consentito | 60 secondiondi | È consentito il gocciolamento |
| 5VA | — | — | No | — | Nessuna bruciatura sulla placca; più stringente del V-0 |
| 5VB | — | — | No | — | È consentita la bruciatura sulla placca; più stringente del V-1 |
| HB | Brucia ≤ 76 mm/min (>3 mm) o si spegne | — | N/D | — | Più basso; la maggior parte delle materie plastiche |
2.3 Valutazioni nella pratica: cosa specificano effettivamente le autorità di regolamentazione e gli OEM
| Applicazione | Requisito minimo UL94 | Note |
|---|---|---|
| Involucri per elettronica di consumo (IEC 62368-1) | V-1 o V-0 | Dipende dallo spessore della parete e dalla fonte di calore interna |
| Alloggiamento della batteria per veicoli elettrici e involucri BMS | V-0 a ≤1,6 mm | Spesso rafforzato dai requisiti di instabilità termica specifici dell'OEM |
| Connettori elettrici automobilistici (USCAR-2) | V-0 a ≤0,8 mm | Parete molto sottile: restringe significativamente le opzioni dei materiali |
| Involucri per elettrodomestici (IEC 60335) | V-1 o V-0 | Dipendente dalla categoria |
| Armadi elettrici industriali (IEC 61439) | V-0 o 5VA | 5VA sempre più specifica per quadri di grandi dimensioni |
| Componenti interni per aerei (FAR 25.853) | Non UL94: utilizza il rilascio di calore OSU e i test Bunsen verticali | UL94 non è sufficiente per il settore aerospaziale |
| Edilizia e costruzioni (EN 13501) | Sistema Euroclass B–E, non UL94 | Standard di test completamente diversi |
Punto critico: Le classificazioni UL94 sono riportate dai fornitori per colori, spessori e certificazioni di lotto specifici. Un alloggiamento in PC/ABS nero che raggiunge il V-0 non garantisce il V-0 in bianco o naturale: l'interazione degli additivi FR con i sistemi di pigmenti influisce sulle prestazioni e il cartellino giallo UL94 elenca esplicitamente i colori approvati.
3. Principali famiglie chimiche dei FR e relativi profili di elaborazione
3.1 Ritardanti di fiamma alogenati (bromurati / clorurati)
Meccanismo: I radicali alogeni interrompono la reazione a catena di combustione nella fase gassosa. Altamente efficace a bassi livelli di carico (5–15 phr), consentendo V-0 con un impatto minimo sulle proprietà meccaniche.
Sistemi comuni:
- Sinergizzante del decabromodifeniletano (DBDPE) del triossido di antimonio — ABS, FIANCHI, PA
- Oligomeri di tetrabromobisfenolo A (TBBPA) — miscele PC/ABS
- Paraffine clorurate: applicazioni di base a basso costo
Comportamento di elaborazione:
- Termicamente stabile fino a 280–300°C nella maggior parte delle formulazioni: compatibile con temperature di lavorazione di ABS, PA66 e PC
- Al di sopra dei 300°C, la generazione di gas HBr/HCl accelera notevolmente — i superamenti della temperatura della canna causano il rilascio di gas corrosivo
- Lo spurgo con un veicolo neutro (HDPE o PP) è obbligatorio durante lo spegnimento: il materiale bromurato intrappolato si degrada e attacca le superfici del cilindro e della vite
- Corrosivo per l'acciaio per utensili standard: HBr e HCl generati ad ogni deviazione del processo attaccano P20 e H13. Non grave in condizioni normali ma cumulativo nel caso di produzione ad alto volume
Implicazioni sugli strumenti:
- Acciaio con cavità standard P20 accettabile per processi ben controllati
- Placcatura (cromo duro o nichel chimico) consigliata per volumi elevati o per qualsiasi processo che si svolga vicino al limite di temperatura superiore
- Il protocollo di spurgo deve essere documentato nelle istruzioni del processo: gli episodi di combustione indotti da flash causano cavità di corrosione localizzate su cancelli e sfiati
Stato normativo: L'elenco REACH SVHC comprende diversi composti FR bromurati. La Direttiva RoHS limita PBB e PBDE. Il DBDPE è attualmente senza restrizioni nell’UE e negli Stati Uniti, ma è soggetto a revisione continua. Specificare solo i gradi conformi a REACH/RoHS: verificare annualmente la dichiarazione del fornitore.
3.2 Ritardanti di fiamma a base di fosforo (privi di alogeni)
Meccanismo: Promuove la formazione di strati carbonizzati sulla superficie del polimero, bloccando fisicamente l'accesso all'ossigeno e isolando il substrato. Alcuni sistemi di fosforo hanno anche attività in fase gassosa.
Sistemi comuni:
- Resorcinolo bis(difenilfosfato) (RDP) — miscele di PC/ABS (sistema primario per PC/ABS V-0 privi di alogeni)
- Dietilfosfinato di alluminio (serie AlPi, Clariant Exolit® OP) — PA6, PA66, PBT
- Polifosfato di melammina (MPP) — PA6, PA66
- Fosforo rosso: PA, PBT (usato raramente ora a causa dei rischi legati alla manipolazione)
Comportamento di elaborazione:
- RDP in PC/ABS: riduce la viscosità del fuso (agisce come plastificante alla temperatura di lavorazione) → aumenta il rischio flash , riduce il margine della forza di serraggio
- AlPi nei gradi PA: termicamente stabile fino a 320°C, effetto di viscosità minimo: il sistema FR più facile da usare attualmente disponibile
- MPP in PA: moderata stabilità; sopra i 290°C si generano vapori di ammoniaca e melammina formazione di bolle sulla superficie e striature argentate — mantenere la temperatura di fusione al limite inferiore dell'intervallo PA
- Tutti i sistemi al fosforo: l'assorbimento di umidità durante lo stoccaggio riduce le prestazioni e provoca striature/striature argentate — le specifiche di essiccazione sono più rigorose rispetto ai gradi non caricati
Requisiti di essiccazione (qualità FR al fosforo):
| Polimero di base | Essiccazione di grado standard | Essiccazione di grado FR | Note aggiuntive |
|---|---|---|---|
| PA6 | 80°C / 4 ore | 85°C / 6–8 ore | Qualità MPP particolarmente sensibili all'umidità |
| PA66 | 85°C / 4 ore | 90°C / 6–8 ore | I gradi AlPi sono più tolleranti |
| PBT | 120°C / 4 ore | 130°C / 5–6 ore | FR PBT molto sensibile all'umidità |
| PC/ABS | 90°C / 3–4 ore | 95°C / 4–6 ore | L'RDP migra nello spazio di archiviazione: utilizzalo subito dopo l'apertura |
Implicazioni sugli strumenti:
- Migrazione RDP: nel PC/ABS con RDP, l'estere fosforico può migrare nel tempo sulla superficie del pezzo e nella cavità dello stampo. Ciò provoca:
- Accumulo di depositi di muffa sulle superfici della cavità (residui bianchi o gialli) che richiedono pulizia ogni 50.000–150.000 scatti a seconda delle condizioni di funzionamento
- Riduzione della brillantezza superficiale sulla parte se lo stampo non viene pulito: fondamentale per le superfici di Classe A
- L'acciaio inossidabile (S136) o il rivestimento in cromo duro P20 riducono l'adesione dei depositi e semplificano la pulizia
- I gradi AlPi in PA sono il sistema FR più facile da lavorare: deposito minimo, corrosione minima
3.3 Ritardanti di fiamma a base di azoto (sistemi melaminici)
Meccanismo: Principalmente diluizione della fase gassosa attraverso il rilascio di azoto; una certa promozione del char se combinato con fosforo (sistemi intumescenti).
Sistemi comuni:
- Melammina cianurato (MC) — PA6, PA66 (V-2 ottenibile, V-0 difficile senza sinergista)
- Polifosfato di melammina (MPP) — PA6, PA66 (V-0 achievable in combination)
- Sistemi intumescenti (APP pentaeritritolo melammina) - PP, PE (principalmente per applicazioni con cavi e pellicole senza alogeni)
Comportamento di elaborazione:
- MC in PA: si decompone a 320°C liberando acido isocianico e vapori di melammina — limite superiore rigido sulla temperatura di fusione di 290°C per i composti PA66/MC
- La sublimazione della melamina sulla superficie della cavità dello stampo forma depositi bianchi e polverosi: richiede una pulizia frequente della cavità
- Sistemi intumescenti in PP: molto sensibili al taglio; velocità di iniezione elevate causano la separazione e la formazione di striature dei componenti FR
Implicazioni sugli strumenti:
- I depositi di sublimato di melammina rappresentano il problema più aggressivo di incrostazione degli stampi nella categoria dei gradi FR
- Le cavità cromate o rivestite in PVD riducono drasticamente l'adesione dei depositi: intervallo di manutenzione 2–3 volte più lungo rispetto alle cavità non rivestite
- L'ostruzione dello sfiato dovuta ai depositi rappresenta un rischio significativo: gli sfiati devono essere progettati per l'accessibilità e puliti secondo un programma definito (tipicamente ogni 30.000-80.000 colpi)

3.4 Ritardanti di fiamma a base di idrossido di metallo (ATH, MDH)
Meccanismo: La decomposizione endotermica rilascia vapore acqueo, raffreddando il substrato e diluendo i gas combustibili. Niente alogeni, niente fosforo, niente azoto: la chimica più pulita dal punto di vista dei sottoprodotti di lavorazione.
Sistemi comuni:
- Triidrato di alluminio (ATH) — si decompone a 180–200°C; limita l'utilizzo ai polimeri lavorati a temperatura inferiore a 200°C (EVA, LDPE, PVC)
- Diidrossido di magnesio (MDH, brucite) — si decompone a 300–320°C; estende l'applicabilità a PP, PA6
Comportamento di elaborazione:
- È necessario un carico molto elevato (40–65% in peso) per ottenere V-0: aumenta notevolmente la densità del composto e riduce le proprietà meccaniche
- Un elevato carico di riempitivo aumenta significativamente la viscosità del fuso: sono necessarie pressioni di iniezione più elevate, tempi di riempimento più lunghi
- Abrasivo per viti, cilindri e cavità di stampi — il tasso di usura è elevato , simili ai gradi caricati con vetro
- I composti MDH/ATH hanno un'efficienza di miglioramento del LOI per carico unitario molto bassa rispetto ai sistemi alogeno/fosforo - usati raramente dove è richiesto V-0 a parete sottile
Implicazioni sugli strumenti:
- Trattare come equivalente a GF30–GF40 ai fini dell'usura
- Obbligatori inserti temprati (≥52 HRC).
- La progettazione del canale e del punto di iniezione deve ridurre al minimo il taglio (diametri maggiori rispetto all'equivalente non riempito) per prevenire l'agglomerazione del riempitivo e l'erosione del punto di iniezione
- Acciaio per cavità: H13 o acciaio per utensili temprato equivalente — P20 è marginale per la produzione di ATH/MDH in grandi volumi
4. Elaborazione delle modifiche ai parametri per i gradi FR
Tabella: regolazioni della finestra di processo rispetto al polimero di base
| Parametro | Direzione | Grandezza | Motivazione |
|---|---|---|---|
| Temperatura di fusione | Più in basso | 5–20°C sotto lo standard | Previene la decomposizione termica del FR |
| Tempo di permanenza nella botte | Ridurre al minimo | Progettare per <5 minuti max | La degradazione dipende dal tempo × dalla temperatura |
| Velocità di iniezione | Ridurre | 10–20% | Ridurre la decomposizione indotta dal taglio; ridurre il rischio flash (RDP) |
| Contropressione | Ridurre | 10–20% al di sotto dello standard | Ridurre la generazione di calore di taglio |
| Velocità della vite | Ridurre | 10–15% giri/min | Stessa logica |
| Protocollo di spurgo | Obbligatorio | Per spegnimento ogni volta | Prevenire la degradazione corrosiva tra le analisi |
| Asciugatura | Aumenta la temperatura e il tempo | Vedere la tabella nella sezione 3.2 | Qualità FR più sensibili all'umidità |
| Temperatura dello stampo | Più in basso end of range | Dove possibile | Ridurre la formazione di depositi (sistemi melaminici) |
| Temperatura del canale caldo | Minimo vitale | Il minimo consentito dal riempimento | Zona più critica per il degrado FR |
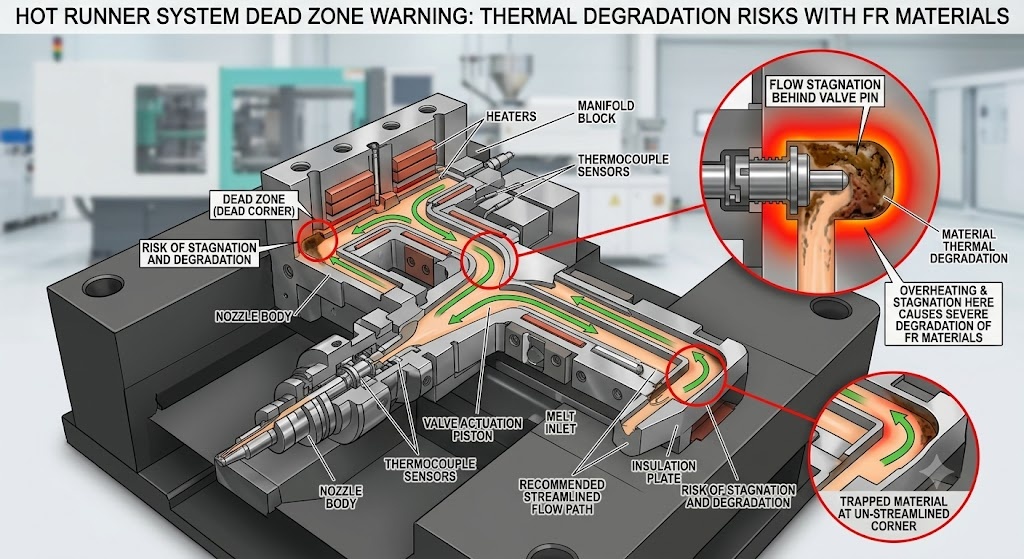
Considerazioni sui canali caldi
I canali caldi rappresentano la zona a più alto rischio di degrado dei materiali FR. Il collettore e le punte degli ugelli mantengono continuamente la massa fusa alla temperatura e nelle zone morte (dietro gli steli delle valvole, in curve del collettore mal progettate), il tempo di permanenza può essere di 30-60 minuti. Ciò è sufficiente per degradare la maggior parte dei sistemi FR.
Requisiti di progettazione obbligatori dei canali caldi per i gradi FR:
- Geometria del collettore completamente ottimizzata (senza angoli morti): specificare al fornitore del canale caldo
- Volume minimo del collettore compatibile con i requisiti di riempimento: i collettori sovradimensionati aumentano il tempo di permanenza
- Controllo della temperatura a zona indipendente per ugello: consente una gestione precisa della temperatura minima
- Otturatore a valvola preferito rispetto a quello aperto: consente la chiusura positiva durante le interruzioni della produzione
- Calo della temperatura allo spegnimento: ridurre immediatamente a 150–170°C in caso di pausa di produzione >5 minuti
5. Selezione dell'acciaio per stampi e del trattamento superficiale
Tabella: Acciaio per stampi consigliato da FR Chemistry
| Sistema FR | Polimero di base | Acciaio a cavità | Nucleo d'acciaio | Inserimento del cancello | Trattamento superficiale | Note |
|---|---|---|---|---|---|---|
| Bromurato (DBDPE) | ABS, HIPS | P20 o S136 | P20 | H13 indurito | Cromatura dura o placcatura EN | Placcatura fondamentale per volumi elevati |
| RDP (estere fosfato) | PC/ABS | Preferibile S136 | P20 | S136 | Placcatura PVD o EN | Adesione del deposito più bassa su S136 |
| AlPi (fosfinato di alluminio) | PA, PBT | P20 o H13 | P20 | H13 | Cromo opzionale | Il sistema FR più intuitivo |
| Melammina (MC, MPP) | PA6, PA66 | P20 cromato o S136 | P20 | H13 | Cromatura dura obbligatoria | Depositi sublimi severi senza rivestimento |
| ATH/MDH (idrossido metallico) | PP, PA, EVA | H13 indurito | H13 | H13 o carburo | Cromo o PVD | Trattare come composto riempitivo abrasivo |
| Intrinseco (PPS, PEEK) | PPS, PEEK | S136 o 420SS | S136 | S136 | Facoltativo | Corrosivo alla temperatura di fusione; rischio di corrosione dell’acciaio di base |
Confronto delle prestazioni del trattamento superficiale per applicazioni FR
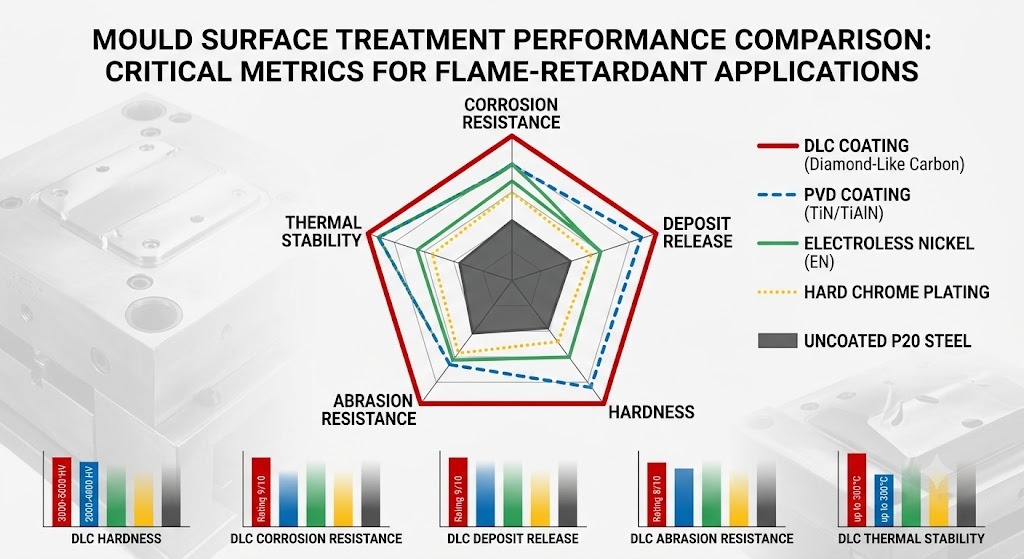
| Trattamento | Resistenza alla corrosione | Rilascio del deposito | Durezza (HV) | Temp. massima | Premio di costo |
|---|---|---|---|---|---|
| Cromatura dura | Bene | Moderato | 900–1100 | 400°C | 15–25% |
| Nichel chimico (EN) | Eccellente | Bene | 500–700 | 260°C | 10–20% |
| PVD (TiN, TiAlN) | Bene | Bene–Excellent | 2000–3300 | 400–600°C | 20–35% |
| DLC (carbonio simile al diamante) | Eccellente | Eccellente | 3000–5000 | 300°C | 30–50% |
| P20 non rivestito | Povero | Povero | 300–350 | — | Linea di base |
Il rivestimento DLC offre le migliori prestazioni di rilascio dei depositi per i gradi FR del sistema melaminico, particolarmente utile per la produzione di involucri in PC/ABS e PA in grandi volumi in cui i tempi di inattività per la pulizia delle cavità sono significativi.
6. Progettazione degli sfiati per le qualità FR
I composti ritardanti di fiamma generano più gas di scarico rispetto ai gradi non riempiti: i sottoprodotti della decomposizione, l'umidità degli idrossidi metallici e gli additivi volatili creano tutti gas che deve essere evacuato dalla cavità. Cause di ventilazione insufficiente:
- Combustione effetto diesel nelle posizioni dell'ultimo riempimento: depositi di carbone che spesso vengono diagnosticati erroneamente come arrossamento del cancello o degrado del materiale
- Scatti brevi dalla contropressione del gas nelle sezioni spesse
- Vesciche superficiali da umidità intrappolata o componenti volatili FR
Raccomandazioni sulla profondità dello sfiato per i gradi FR
| Materiale / Sistema FR | Profondità dello sfiato (terreno, mm) | Larghezza dello sfiato (mm) | Profondità scarico sfiato (mm) | Intervallo di pulizia |
|---|---|---|---|---|
| ABS / FR bromurato | 0,012–0,018 | 5–8 | 0.5 | Ogni 100.000 scatti |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | Ogni 80.000 scatti |
| PA66/AlPi | 0,010–0,015 | 4–6 | 0.3 | Ogni 120.000 scatti |
| PA6/melammina | 0,008–0,012 | 4–6 | 0.3 | Ogni 30.000–50.000 scatti |
| PP/ATH intumescente | 0,015–0,020 | 6–10 | 0.5 | Ogni 80.000 scatti |
| PPS (FR intrinseco) | 0,005–0,008 | 3–5 | 0.2 | Ogni 150.000 scatti |
I composti FR a base di melammina hanno il comportamento più aggressivo in termini di incrostazione degli sfiati. Uno stampo di produzione con PA6/MC che non viene pulito nei tempi previsti avrà bloccato le prese d'aria entro 50.000 colpi, provocando bruciature, colpi brevi e scarto delle parti.
Raccomandazione di progettazione: Per i gradi FR con elevata tendenza al degassamento (melammina, sistemi intumescenti), progettare gli sfiati come inserti sostituibili ove possibile. Ciò consente la pulizia dello sfiato offline mentre lo stampo continua a funzionare con un set di ricambio pulito.
7. Considerazioni sulla qualità e sulla conformità
7.1 Verifica del cartellino giallo UL94
La classificazione UL94 stampata su una scheda tecnica del materiale è una dichiarazione di marketing del fornitore. La fonte autorevole è l Database UL Product iQ (precedentemente Yellow Card) . Prima di specificare un materiale FR per un'applicazione regolamentata da UL94, verificare:
- Il grado e il lotto esatti corrispondono all'attuale elenco di cartellini gialli
- La valutazione si applica allo spessore della parete del pezzo: molti materiali perdono una classe di valutazione in caso di pareti più sottili
- Il colore è elencato: i sistemi di pigmenti influiscono sulle prestazioni FR
- La data di scadenza del certificato è quella attuale: UL effettua test periodici e le valutazioni possono essere ritirate
7.2 Impatto del colore sulle prestazioni FR
I sistemi di pigmenti interagiscono con gli additivi FR in modi che possono ridurre le prestazioni di una classe UL94 completa. Il nerofumo (utilizzato nei composti neri) generalmente migliora le prestazioni FR: promuove la formazione di carbone. I pigmenti bianchi (TiO₂) sono da neutri a leggermente negativi. I pigmenti organici (in particolare gli azopigmenti gialli e rossi) possono interferire con i sistemi FR al fosforo.
Regola: Qualificare sempre le prestazioni FR solo in base al colore di produzione, non al naturale o ai dati di riferimento del nero. Se un cliente richiede V-0 in più colori, ottenere la verifica UL Yellow Card separatamente per ciascun colore.
7.3 Prestazioni FR della linea di saldatura e della linea di giunzione
La regione della linea di saldatura di una parte FR stampata a iniezione mostra tipicamente un ritardo di fiamma ridotto rispetto alla massa. Nella zona di saldatura, le fibre di vetro si allineano parallelamente al fronte del flusso e la distribuzione degli additivi FR può non essere uniforme. I test dovrebbero includere campioni tagliati da regioni della linea di saldatura per applicazioni con requisiti critici di sicurezza antincendio.
7.4 Rimacinato e riciclaggio
Gli additivi FR, in particolare i sistemi alogenati, complicano la riciclabilità a fine vita. Il rimacinato all'interno del processo (materozze, canali, parti scartate) da composti FR bromurati richiede:
- Rapporto massimo di rimacinato: 10–15% in peso: rapporti più elevati degradano le prestazioni del FR e aumentano la generazione di gas
- Il rimacinato non deve essere mescolato tra le famiglie chimiche FR: i composti bromurati contaminanti privi di alogeni creano incertezza sulla conformità
- Documentare il rapporto di macinato nei registri del processo per la tracciabilità
8. Risoluzione dei problemi: difetti comuni di grado FR e cause principali
| Difetto | Probabile causa correlata alla FR | Azione correttiva |
|---|---|---|
| Striature/strombature argentate | Umidità nel composto FR; decomposizione FR volatile | Aumentare il tempo/temperatura di asciugatura; ridurre la temperatura di fusione; controllare lo stoccaggio del materiale |
| Scolorimento giallo/marrone al cancello | Decomposizione termica FR all'ugello del canale caldo | Ridurre la temperatura dell'ugello; ridurre al minimo il tempo di permanenza; spurgare più frequentemente |
| Depositi bianchi sulla superficie della cavità | Sublimazione della melamina (sistemi MC/MPP) o migrazione RDP | Pulire la cavità con solvente appropriato; aumentare la frequenza della pulizia; considerare il rivestimento DLC |
| Masterizzazione nella posizione dell'ultimo riempimento | Ventilazione insufficiente; gas derivanti dalla decomposizione FR | Aggiungere o approfondire le prese d'aria nel luogo dell'incendio; ridurre la velocità di iniezione |
| Flash (nuova insorgenza) | RDP che agisce come plastificante riducendo la viscosità | Ridurre la temperatura di fusione; verificare il materiale MFI rispetto al lotto precedente; ridurre la velocità di iniezione |
| Lucentezza ridotta | Depositi di muffa derivanti dalla migrazione FR | Cavità pulita; applicare il rivestimento PVD o DLC |
| Scatti brevi (previously stable tool) | Sfiati ostruiti da depositi FR | Pulire immediatamente le prese d'aria; implementare la manutenzione programmata dello sfiato |
| Delaminazione/separazione degli strati | Contaminazione del macinato incompatibile; umidità | Eliminare la contaminazione del rimacinato; verificare l'essiccazione; verificare la certificazione del lotto |
| Fallimento del test UL94 sulle parti di produzione | Cambio colore senza riqualificazione; rapporto eccessivo di rimacinato; parete più sottile di quella certificata | Riqualificare il colore; ridurre il rimacinato; verificare lo spessore della parete nelle sezioni sottili |
9. Conclusione
I gradi ritardanti di fiamma per stampaggio a iniezione presentano una combinazione unica di sensibilità del processo, aggressività degli stampi e complessità di conformità che i materiali termoplastici tecnici standard non offrono. Le conseguenze di una cattiva gestione dei materiali FR si estendono oltre la qualità delle parti: i composti FR degradati possono corrodere viti e cilindri, bloccare le prese d'aria, depositarsi sulle cavità e, nel peggiore dei casi, generare gas tossici nell'ambiente di lavorazione.
Il percorso verso una produzione affidabile di qualità FR è sistematico: selezionare la giusta composizione chimica FR per la temperatura di applicazione e i requisiti normativi, specificare l'acciaio per stampi e i trattamenti superficiali appropriati per quella chimica, implementare controlli di processo e di essiccazione più rigorosi e stabilire programmi di manutenzione preventiva che tengano conto delle caratteristiche accelerate di incrostazione e usura dei composti FR. Progettare questi fattori in fase di progettazione costa una frazione di quanto costa correggerli in produzione.
Articoli correlati:
- Stampaggio a iniezione dell'alloggiamento della batteria per veicoli elettrici: PA66 GF50 rispetto a PPS GF40: compromessi ingegneristici
- Gli 8 migliori materiali per stampaggio a iniezione per il 2026
- Guida alla selezione dell'acciaio per stampi a iniezione ad alta precisione
- Scoppiettamento dello stampo nello stampaggio a iniezione: cause, prevenzione ed eliminazione
- Ottenimento di una finitura superficiale ottimale nello stampaggio a iniezione di materie plastiche
Stampo IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Cina | [email protected] | 86 153 5648 7586

