
Nel moderno stampaggio a iniezione industriale, in particolare nelle esigenti catene di fornitura nordamericane automobilistiche, aerospaziali e di dispositivi medici, la spinta verso l’alleggerimento strutturale e l’integrazione dei componenti ha innescato una dipendenza senza precedenti da profili a pareti sottili e complesse matrici polimeriche rinforzate con fibre. Sebbene questi progressi producano sostanziali efficienze di materiale e di massa, aumentano significativamente il rischio di guasti meccanici localizzati e di rigetto estetico derivanti dalle linee di lavorazione e dalle linee di saldatura. Lungi dall'essere semplici imperfezioni superficiali, queste interfacce strutturali rappresentano profonde discontinuità all'interno della matrice stampata dove le catene polimeriche non riescono a interdiffondersi adeguatamente. Per proteggere gli stretti margini OEM e mantenere rigorosi standard di sicurezza meccanica, i produttori non possono più considerare la riparazione della linea di lavorazione come una serie di aggiustamenti per tentativi ed errori sulla macchina da stampa. I team di ingegneri devono invece adottare una metodologia basata sui dati che colleghi perfettamente l’ispezione quantitativa in officina con la simulazione predittiva avanzata e i layout ottimizzati degli strumenti.
Rilevamento e ispezione delle linee di unione: transizione dalla metrica visiva a quella quantitativa
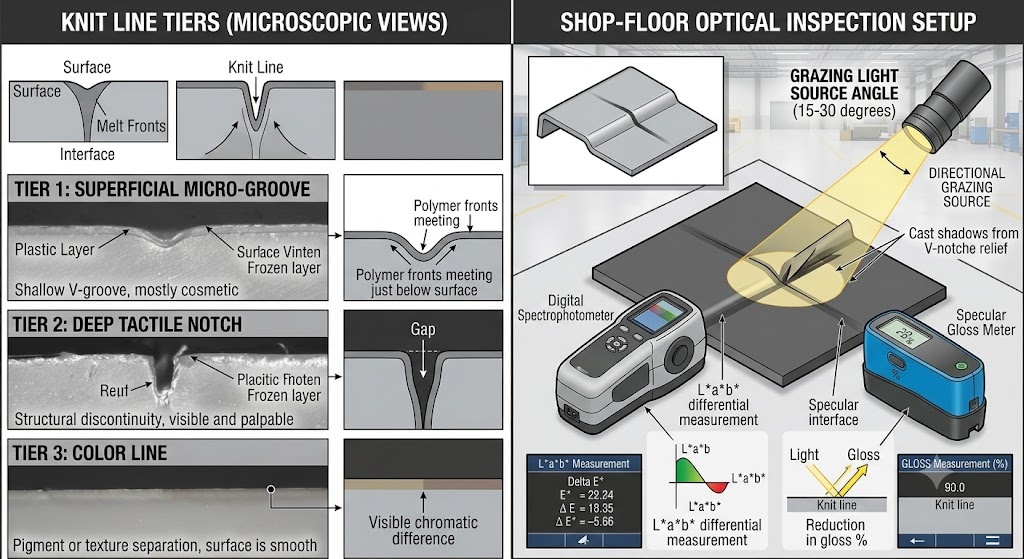
Per stabilire un solido quadro di controllo della qualità, le operazioni di stampaggio devono eliminare le valutazioni visive soggettive e sostituirle con parametri precisi e quantificabili. Nel reparto di produzione, l'ispezione visiva tradizionale spesso classifica i problemi della linea di lavorazione attraverso vaghi descrittori qualitativi. Il vero controllo del processo richiede la conversione di queste osservazioni qualitative in variabili digitali e ripetibili. La morfologia superficiale deve essere classificata in livelli fisici distinti: micro-scanalature superficiali, tacche tattili profonde e scolorimento localizzato differenziale. Utilizzando tecniche di imaging specializzate, come l'illuminazione radente ad angolo basso e l'imaging di proiezione ad alto contrasto, gli ingegneri della qualità possono mappare le deviazioni della superficie. Per i componenti cosmetici, è necessario utilizzare gli spettrofotometri per registrare gli spostamenti cromatici attraverso l'interfaccia utilizzando lo spazio colore CIELAB standardizzato, stabilendo un limite di soglia superiore, come Delta E_ab inferiore o uguale a 0,5. Allo stesso tempo, i misuratori di lucentezza a contatto sono necessari per quantificare le riduzioni di lucentezza speculare locale, garantendo che la regione di saldatura corrisponda alla struttura nominale entro un valore di tolleranza specificato.
Per i componenti tecnici portanti o critici per i fluidi, le misurazioni superficiali non distruttive rappresentano solo la metà del protocollo di validazione. L'integrità meccanica deve essere confermata tramite rigorosi regimi di test distruttivi standardizzati. I protocolli tecnici devono imporre che le barre di prova di trazione (conformi a ASTM D638 o ISO 527) siano raccolte direttamente dai componenti di produzione, con la linea di saldatura localizzata con precisione al centro della lunghezza di riferimento. Le prestazioni meccaniche di questi provini vengono quindi confrontate con provini identici di base stampati senza interfaccia per calcolare il fattore di ritenzione della resistenza della linea di saldatura (WRF), espresso dalla seguente equazione in testo semplice:
Mentre un involucro estetico di consumo può tollerare un calo significativo di resistenza a condizione che la variazione di colore sia trascurabile, i componenti critici del sottocofano automobilistico o i collettori dei fluidi medicali spesso impongono rigorose soglie di qualità, rifiutando qualsiasi lotto che scenda al di sotto di un valore di ritenzione del 90% o 95%. Se una linea di saldatura scende al di sotto di queste soglie predeterminate, gli ingegneri della qualità devono eseguire immediatamente una lista di controllo di ispezione in officina in 4 fasi:
- Verificare le temperature effettive della fusione e della cavità dello stampo utilizzando sonde termiche calibrate.
- Documentare il profilo di profondità tattile utilizzando un profilometro di superficie.
- Confrontare il peso della parte localizzata con i limiti nominali per verificare l'eventuale sottoimballaggio.
- Se il fallimento persiste, estrarre i campioni per il sezionamento metallografico trasversale o la microscopia elettronica a scansione (SEM) per verificare la presenza di sostanze volatili microscopiche intrappolate o disallineamento localizzato delle fibre lungo la superficie della frattura.
Cause profonde e simulazione predittiva: collegare la fisica a informazioni fruibili
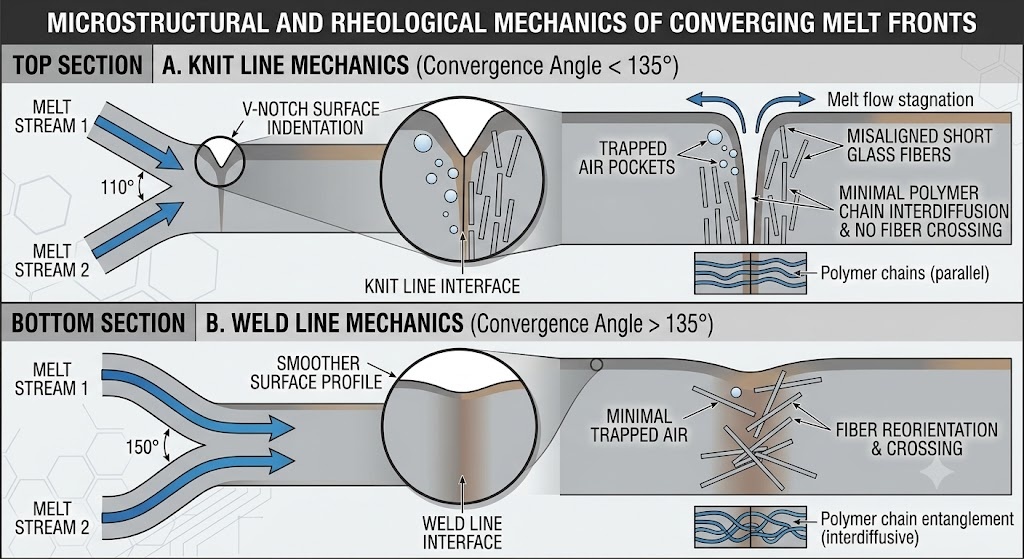
Una linea di unione si forma quando due o più distinti fronti di fusione del polimero si incontrano frontalmente all'interno della cavità dello stampo con un angolo di convergenza inferiore a 135 gradi. Quando l'angolo convergente supera questa soglia, il confine è tecnicamente classificato come una linea di saldatura, consentendo ai flussi paralleli di fondersi in modo più naturale. La fisica sottostante che governa la forza e la visibilità di questa interfaccia dipende interamente dallo stato termodinamico del materiale durante la convergenza. Mentre la massa fusa si muove attraverso la cavità, il contatto con l'acciaio dello stampo più freddo crea uno strato limite ghiacciato, che restringe continuamente il canale di flusso attivo. Se la temperatura di fusione locale scende vicino al punto di transizione del materiale, o se la pressione di iniezione localizzata diminuisce a causa di lunghi percorsi di flusso, le catene molecolari non hanno l'energia termica e la forza di impaccamento necessarie per attraversare l'interfaccia e l'interdiffusione. Inoltre, i percorsi di flusso divisi costringono intrinsecamente i rinforzi anisotropi, come le fibre di vetro corte, a ruotare parallelamente al confine di incontro, eliminando completamente qualsiasi ponte meccanico attraverso la giunzione.
Invece di affrontare questi fenomeni fisici attraverso costose modifiche per tentativi ed errori dopo il taglio dell'acciaio per utensili, durante la fase di progettazione del prodotto dovrebbero essere utilizzati strumenti CAE avanzati a elementi finiti (come Autodesk Moldflow, Moldex3D o Sigmasoft 3D). Gli ingegneri devono guardare oltre i semplici grafici visivi binari e valutare criteri analitici quantitativi. I principali risultati della simulazione includono il tracciamento dei punti di ristagno del vettore di velocità, l'identificazione di cali di temperatura localizzati alla giunzione e l'estrazione dell'indice numerico di intensità della linea di saldatura (VHI). Un metodo altamente affidabile per valutare l'integrità strutturale prevede la mappatura dei tensori di orientamento delle fibre proiettati direttamente dalla simulazione di iniezione nei pacchetti FEA strutturali a valle, consentendo ai progettisti di simulare concentrazioni di sollecitazioni localizzate sotto carichi meccanici reali. Per garantire una previsione accurata, i modelli di simulazione devono utilizzare mesh 3D altamente raffinate costituite da almeno 10-12 strati su sezioni di pareti sottili, combinate con dati verificati di caratterizzazione dei materiali e parametri accurati di risposta della macchina.
Per trasformare queste diagnostiche CAE virtuali in soluzioni pratiche per l'officina, i team di ingegneri dovrebbero seguire un albero decisionale diagnostico standardizzato. Quando una simulazione indica un rischio inaccettabile sulla linea di giunzione, l'ingegnere deve valutare e isolare sistematicamente le variabili anziché regolare i parametri in modo casuale. Innanzitutto, controlla se la giunzione può essere spostata in una regione non critica spostando le posizioni dei gate. Se i vincoli geometrici rendono impossibile il riposizionamento del punto di iniezione, il passo successivo è valutare la gestione termica localizzata, valutando se le regolazioni variabili della temperatura dello stampo possono migliorare il legame molecolare. Infine, se le regolazioni termiche sono insufficienti, lo spessore meccanico della parete deve essere modificato per ridurre la resistenza al flusso locale e aumentare la pressione di impaccamento. Questo metodo strutturato garantisce che le modifiche agli strumenti e ai processi siano basate su solidi principi ingegneristici, riducendo significativamente i cicli di sviluppo e prevenendo costosi ordini di modifica tecnica (ECO) nelle fasi avanzate del ciclo di lancio.
Strategie di progettazione dello stampo e di ubicazione dei cancelli: controllo dei percorsi di flusso e dei layout termici
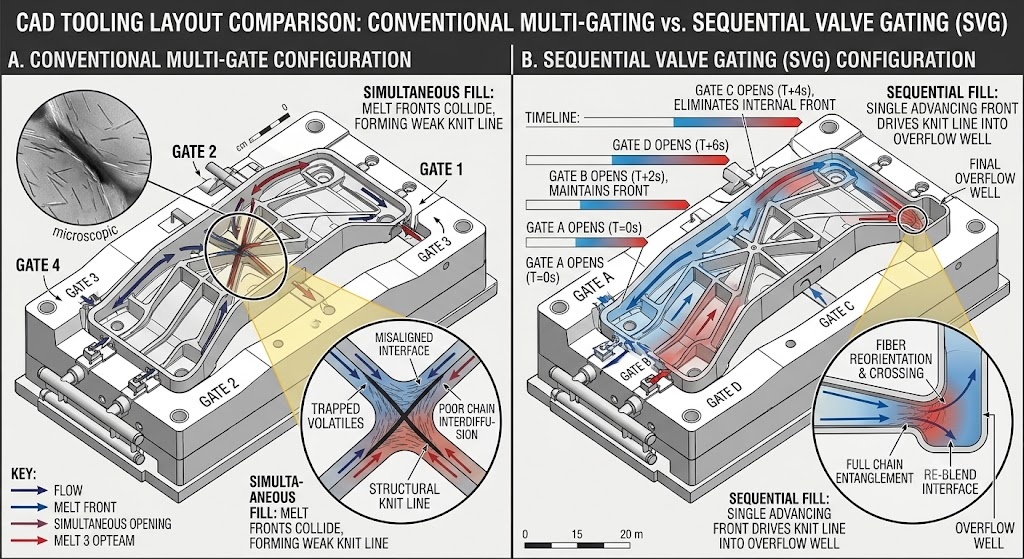
Il metodo principale per eliminare o riposizionare le linee di maglia è il posizionamento strategico del sistema di iniezione dell'utensile. La selezione della geometria della saracinesca, sia che si utilizzino saracinesche a valvola diretta, saracinesche sui bordi o saracinesche a ventola, determina il modello di riempimento iniziale e controlla direttamente il modo in cui i fronti del flusso si dividono e si ricombinano attorno ai perni centrali o ai ritagli interni. Quando si progettano parti complesse, gli ingegneri devono stabilire regole precise relative alla distanza del flusso e ai rapporti massimi consentiti tra lunghezza del flusso e spessore della parete. Ad esempio, nell'elettronica di consumo a pareti sottili, viene spesso impiegata una strategia di valvola sequenziale (SVG). Utilizzando perni idraulici o pneumatici controllati elettronicamente per aprire gli otturatori in una sequenza precisa e temporizzata, gli ingegneri possono eliminare completamente la formazione di linee di saldatura interne forzando un unico fronte di fusione continuo a scorrere attraverso la cavità, spostando le linee di saldatura in aree periferiche di bava o bordi non strutturali.
Oltre al posizionamento del punto di iniezione, la gestione delle prestazioni termiche all'interno dell'acciaio dello stampo è fondamentale per ottimizzare la qualità della linea di lavorazione. Le tradizionali linee di raffreddamento a foratura dritta spesso lasciano sezioni centrali profonde e angoli complessi isolati da un efficace raffreddamento termico, con conseguenti punti caldi localizzati o forti gradienti termici che indeboliscono l'interfaccia della linea di giunzione. La sostituzione delle linee convenzionali con canali di raffreddamento conformati avanzati, realizzati tramite sinterizzazione laser diretta dei metalli (DMLS), consente alle linee di raffreddamento di seguire i contorni esatti della cavità della parte. Ciò garantisce una dissipazione del calore altamente uniforme e consente uno stampaggio a ciclo termico rapido localizzato e preciso (RHCM). Utilizzando vapore o acqua pressurizzata ad alta temperatura per riscaldare rapidamente l'area locale della linea di maglia durante il riempimento e quindi passando all'acqua fredda per una rapida solidificazione, i produttori possono mantenere la temperatura della superficie della cavità al di sopra della transizione vetrosa della resina o del punto di fusione cristallina durante la formazione della linea di maglia. Ciò elimina completamente le tacche superficiali e massimizza l'aggrovigliamento della catena polimerica.
| Strategia degli utensili | Premio tipico per i costi degli utensili | Impatto sul tempo di ciclo | Miglioramento della resistenza della linea di maglia | Migliore adattamento dell'applicazione |
| Raffreddamento meccanico convenzionale | Baseline (0 dollari) | Linea di base (da 25 a 45 secondi) | Minimo (miglioramento dallo 0 al 10%) | Blocchi strutturali a bassa complessità e a pareti spesse. |
| Inserto di raffreddamento conforme (DMLS) | Dal 15% al 30%. | Riduzione dal 15% al 30%. | Aumento dal 15% al 30%. | Rivestimenti automobilistici complessi, parti mediche multi-cavità. |
| Otturazione sequenziale della valvola (SVG) | Dal 25% al 40%. | Neutro | Riposiziona completamente il difetto | Pannelli della carrozzeria di grandi dimensioni, pannelli strumentali, coperture lunghe. |
| Stampaggio a ciclo termico rapido (RHCM) | Dal 40% al 60%. | Aumento dal 10% al 25%. | Aumento dal 40% al 70%. | Display consumer altamente lucidi, custodie ottiche medicali. |
Prima di implementare queste modifiche avanzate agli strumenti, i team di ingegneri devono condurre una rigorosa valutazione anticipata del ritorno sull'investimento (ROI) e del rischio. Sebbene l'aggiunta di un inserto conforme DMLS o di un collettore SVG possa aumentare la spesa iniziale in conto capitale per l'attrezzatura di decine di migliaia di dollari, questi costi devono essere attentamente bilanciati rispetto ai parametri operativi a lungo termine. Per una produzione automobilistica di grandi volumi che dura diversi anni, una riduzione del 20% del tempo di ciclo combinata con una significativa riduzione del tasso di scarto giustifica facilmente il premio iniziale per gli utensili. Al contrario, per componenti medici di volume inferiore, la modifica degli spessori delle pareti delle parti o l'incorporazione di pozzi di troppo pieno localizzati, che raccolgono i residui freddi alla fine del fronte del flusso e possono essere lavorati via in modo pulito dopo lo stampaggio, rappresenta un'alternativa più economica che raggiunge le specifiche meccaniche richieste senza superare il budget di capitale del progetto.
Processi, materiali e compromessi di produzione: ottimizzazione delle matrici dei parametri
Quando le modifiche degli utensili sono vincolate dal budget o dalle scadenze, gli ingegneri devono fare affidamento sull'ottimizzazione sistematica dei processi e sull'attenta selezione dei materiali per gestire le prestazioni della linea di lavorazione. La struttura molecolare del polimero grezzo ne determina il comportamento reologico durante la convergenza del fronte di fusione. Le resine di base non riempite come il polipropilene (PP) o l'acrilonitrile butadiene stirene (ABS) amorfo scorrono facilmente e si legano facilmente a energie relative inferiori. Tuttavia, i tecnopolimeri ad alta temperatura come il policarbonato (PC), la poliammide 6/66 (PA6/PA66) e l'ossido di polifenilene (PPO), soprattutto se riempiti con una percentuale compresa tra il 30 e il 50% di fibre di vetro o modificanti minerali, presentano gravi sfide reologiche. Per questi composti avanzati, le regolazioni dei parametri devono seguire una matrice di lavorazione altamente strutturata, da "conservativa ad aggressiva", per evitare il degrado del materiale o l'estensione del tempo di ciclo.
Per risolvere sistematicamente i difetti della linea di lavorazione nel reparto di produzione, i tecnici dovrebbero consultare una linea guida completa sui materiali e sui parametri di lavorazione. Le regolazioni dovrebbero essere sempre eseguite in sequenza, consentendo al processo di stabilizzarsi per diversi cicli dopo ogni modifica per misurare con precisione l'impatto sulla qualità della parte e sulle prestazioni strutturali:
| Tipo di matrice in resina | Intervallo di fusione consigliato (gradi C) | Intervallo di stampo consigliato (gradi C) | Fase di regolazione della velocità dell'iniezione primaria | Mantenimento previsto della resistenza della linea di giunzione (%) |
| Polipropilene (PP) non riempito | 200 - 240 | 30 - 60 | Moderato progressivo (incrementi del 10%) | 85% - 95% |
| ABS (grado estetico) | 220 - 260 | 50 - 80 | Profilo ad alta velocità (zona di maglia veloce) | 80% - 90% |
| Policarbonato (PC) | 280 - 320 | 80 - 110 | Velocità costante elevata con pacco elevato | 70% - 85% |
| PA66-GF30 (riempito di vetro al 30%) | 270 - 300 | 80 - 120 | Velocità ultraelevata (riscaldamento a taglio massimo) | 35% - 55% |
| PPO (modificato/strutturale) | 260 - 310 | 70-100 | Alta velocità seguita da spostamento immediato del branco | 50% - 70% |
Se i parametri di lavorazione ottimizzati non riescono a eliminare completamente una linea di maglia visibile su un componente altamente estetico, potrebbero essere necessarie operazioni di finitura secondarie. Le opzioni di bonifica post-stampo, tra cui la levigatura meccanica, il priming e la verniciatura automatizzati, la lucidatura con vapori chimici o la fusione a ultrasuoni localizzata, possono mascherare efficacemente le imperfezioni superficiali, ma introducono significativi compromessi a livello di produzione. Mentre un rivestimento secondario in poliuretano o un lavaggio con solventi chimici possono ripristinare una finitura superficiale impeccabile e lucida su un involucro amorfo, queste operazioni aumentano i costi totali dei pezzi, richiedono manodopera aggiuntiva e aumentano i tassi di scarto a causa dei difetti di gestione. Inoltre, le finiture superficiali non risolvono i difetti strutturali sottostanti. Se le fibre di vetro rimangono disallineate sotto una superficie verniciata, la parte cederà sotto stress meccanico. I responsabili delle operazioni devono valutare attentamente questi costi di finitura rispetto all'investimento di capitale a lungo termine per aggiornamenti avanzati degli strumenti, scegliendo l'opzione che meglio bilancia qualità, costo e affidabilità dei componenti.
Accelera le prestazioni di attrezzaggio ed elaborazione
Per eliminare i guasti sulle linee di lavorazione è necessario allineare l’ingegneria predittiva anticipata con un controllo di qualità disciplinato. Scarica la nostra versione completa, pronta per l'officina Elenco di controllo per la risoluzione dei problemi e la calibrazione della simulazione della linea di giunzione (PDF) , contenente modelli di regolazione passo passo della macchina per lo stampaggio, parametri di meshing VHI target e moduli di convalida ASTM/ISO.
Hai bisogno di supporto tecnico immediato per un programma attivo? Contatta il nostro team tecnico oggi per programmare un intervento avanzato Revisione della simulazione CAE e verifica del layout dello stampo . I nostri specialisti di produzione nordamericani forniscono tempi di diagnosi dettagliati entro 3-5 giorni lavorativi.

