
Introduzione
Nello stampaggio a iniezione di materie plastiche, la finitura superficiale di un componente è molto più di una scelta estetica. Influisce direttamente sulla sensazione del prodotto nelle mani del consumatore, sul modo in cui la luce si riflette sui suoi contorni e, in modo più critico, sulla precisione con cui la parte viene espulsa dalla cavità dello stampo durante la produzione. La scelta della finitura sbagliata può causare micrograffi, segni estetici di affondamento o parti incastrate nell'utensile, aumentando drasticamente il tasso di scarto.
Per standardizzare queste finiture lungo tutta la catena di fornitura, la Society of the Plastics Industry (ora conosciuta semplicemente come PLASTICS) ha istituito il sistema di classificazione delle finiture superficiali SPI. Sebbene l’associazione abbia aggiornato il suo nome, i produttori di utensili e gli ingegneri di produzione globali si riferiscono ancora universalmente a questi come “standard SPI”.
Comprendere le sfumature di questi standard e il modo in cui i diversi polimeri interagiscono con essi è la chiave per bilanciare l’intento estetico con la realtà produttiva.

Le 4 classifiche di arrivo SPI primarie
Lo standard SPI classifica le finiture in quattro gradi di lettere distinti (A, B, C e D), determinati dai mezzi e dal metodo utilizzati per lucidare l'acciaio dello stampo. All'interno di ciascuna classe, i numeri da 1 a 3 indicano il livello di lavorazione e la rugosità media della superficie risultante (Ra).
Classe A: Finiture Lucide/Brillanti (Diamond Polish)
Le finiture di Classe A rappresentano l'apice della chiarezza ottica e dell'estetica lucida. Queste finiture si ottengono lucidando scrupolosamente a mano la cavità dello stampo utilizzando paste lucidanti in polvere di diamante di gradazione progressivamente più fine.
- SPI A-1: Lo standard più elevato, che utilizza una pasta lucidante diamantata di grado 3 per ottenere una ruvidità superficiale ultra liscia di circa 0,012-0,025 micrometri Ra. Produce una finitura a specchio, altamente riflettente.
- SPI A-2: Utilizza una pasta diamantata di grado 6, che garantisce un valore Ra leggermente superiore (da 0,025 a 0,05 micrometri) ma mantenendo una brillantezza premium.
- SPI A-3: Lucidato con una pasta diamantata di grado 15, che offre un aspetto affilato e lucido ma consente un profilo di rugosità leggermente più tollerante (da 0,05 a 0,10 micrometri Ra).
Approfondimenti sulla produzione:
Per ottenere una vera finitura di Classe A sono necessari acciai per stampi di alta qualità ed elevata durezza come NAK80 o S136. Gli acciai per utensili standard contengono microimpurità o porosità; quando lucidate a un livello A-1, queste impurità si “si strappano”, lasciando cavità microscopiche che rovinano la finitura.
Inoltre, le superfici di Classe A agiscono come una lente d'ingrandimento per i difetti delle parti interne: qualsiasi leggero ritiro volumetrico (segni di avvallamento) dietro una nervatura o un'estrusione sarà immediatamente visibile sotto il riflesso della luce.
- Applicazioni comuni: Lenti ottiche, tubi luminosi trasparenti, visiere, specchi e alloggiamenti per dispositivi elettronici di consumo di fascia alta dove è richiesto un look premium nero come il pianoforte o cristallino.
Classe B: Finiture Semilucide (Carta Grana)
Le finiture di Classe B sono progettate per parti che richiedono un aspetto pulito e professionale senza i costi estremi o la fragilità di una finitura a specchio. Queste superfici sono ottenute utilizzando carta vetrata a grana fine applicata con un movimento lineare e sovrapposto.
- SPI B-1: Rifinita con carta a grana 600, che produce una superficie semilucida eccezionalmente pulita con una rugosità tipica compresa tra 0,05 e 0,10 micrometri Ra.
- SPI B-2: Lucidato con carta a grana 400, offre un aspetto semilucido moderato (da 0,10 a 0,15 micrometri Ra).
- SPI B-3: Lucidato con carta a grana 320, produce una morbida lucentezza satinata con micrograffi visibili e uniformi (da 0,28 a 0,35 micrometri Ra).
Approfondimenti sulla produzione:
Poiché la lucidatura con carta vetrata introduce un disegno direzionale e lineare nello stampo, il produttore di utensili deve allineare le passate di lucidatura con la direzione dell'apertura dello stampo (percorso di espulsione). Se le linee di grana corrono perpendicolari alla direzione di estrazione, la plastica stampata farà presa sulle micro-scanalature, causando segni di abrasione e gravi difficoltà di espulsione durante il ciclo di produzione.
- Applicazioni comuni: Alloggiamenti per elettrodomestici, pannelli di rivestimento interni di automobili, involucri elettronici portatili e apparecchiature per ufficio commerciali.

Classe C: Finiture Opache (Stone Polish)
Le finiture di classe C sono caratterizzate da un aspetto opaco morbido, opaco e antiriflesso. I produttori di utensili ottengono questa struttura utilizzando pietre oleose per profilatura (pietre granitiche) per levigare in modo aggressivo l'acciaio dello stampo.
- SPI C-1: Ottenuto utilizzando una pietra lucidante fine a grana 600, ottenendo una finitura liscia e opaca (da 0,35 a 0,40 micrometri Ra).
- SPI C-2: Rifinito con una pietra a grana 400, che crea una texture opaca distinta (da 0,45 a 0,55 micrometri Ra).
- SPI C-3: Rifinito con una pietra più grossolana a grana 320, rimuovendo tutti i segni degli utensili per lasciare un aspetto opaco più ruvido e completamente piatto (da 0,63 a 0,85 micrometri Ra).
Approfondimenti sulla produzione:
Nelle applicazioni industriali, la Classe C viene raramente scelta esclusivamente per “decorare” una parte. Invece, è la soluzione “economica” preferita dal settore. Lo scopo principale della lucidatura della pietra è quello di cancellare in modo rapido ed economico i segni di lavorazione grezza (scanalature e scanalature) lasciati dalle frese CNC o dagli elettrodi per elettroerosione. È la finitura predefinita per le parti che l'utente finale non vedrà mai.
- Applicazioni comuni: Nervature strutturali interne, staffe elettroniche, componenti strutturali automobilistici, serbatoi di carburante e hardware industriale nascosto.
Classe D: Finiture Strutturate (Sabbiatura/Sabbiatura)
Le finiture di classe D forniscono una sensazione ruvida, fortemente strutturata o satinata. Si tratta di un processo di testurizzazione “distruttivo” in cui la cavità dello stampo è sottoposta a sabbiatura con mezzi secchi ad alta pressione.
- SPI D-1: Creato facendo sabbiare l'acciaio dello stampo con fini perle di vetro, ottenendo una finitura opaca, uniforme e satinata (da 0,80 a 1,10 micrometri Ra).
- SPI D-2: Sabbiato con sabbia o sabbia di grado medio, producendo una struttura più ruvida e antiscivolo (da 1,10 a 1,60 micrometri Ra).
- SPI D-3: Sabbiato con ossido di alluminio grossolano o granelli di sabbia pesanti, ottenendo una finitura altamente tattile, ruvida e completamente piatta (da 2,30 a 3,20 micrometri Ra).
Approfondimenti sulla produzione:
Le finiture di classe D sono incredibili per nascondere difetti superficiali come linee di saldatura o piccoli segni di avvallamento. Tuttavia, gli ingegneri devono pianificare il “degrado della trama”. Nel corso di un lungo ciclo di produzione (ad esempio, centinaia di migliaia di cicli), i tecnopolimeri abrasivi come il nylon caricato a vetro eroderanno e “lucideranno” lentamente le punte affilate di una cavità dello stampo sabbiato. Di conseguenza, una texture D-1 può trasformarsi gradualmente nel tempo in una texture semi-opaca, richiedendo che lo stampo venga ritirato dalla produzione e nuovamente sabbiato per ripristinare le specifiche originali.
- Applicazioni comuni: Manici per utensili pesanti, volanti in plastica, gusci per bagagli testurizzati, impugnature per dispositivi elettronici di consumo e involucri industriali progettati per mascherare impronte digitali e graffi.
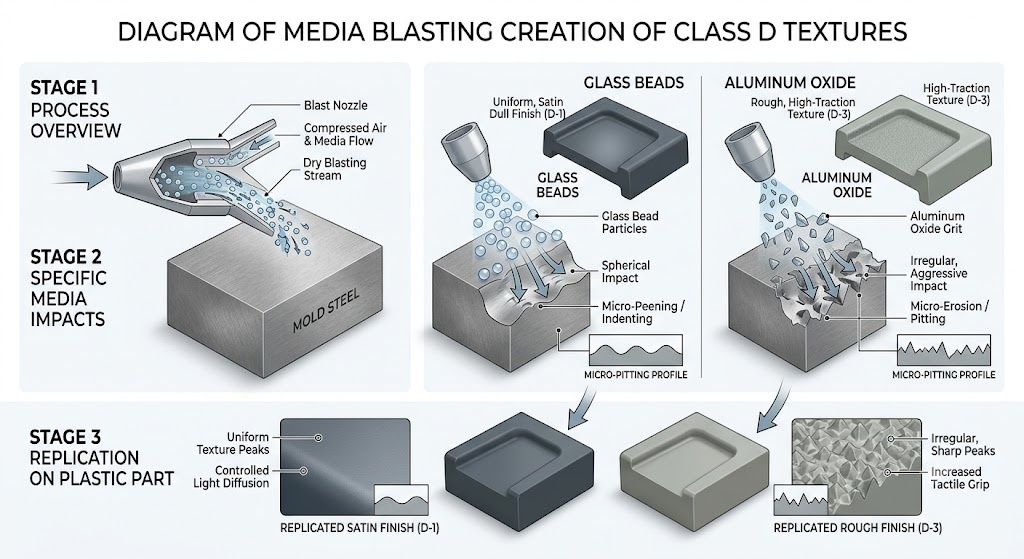
Tabella comparativa delle finiture superficiali SPI
| Grado SPI | Metodo di finitura/Medio | Rugosità tipica media (Ra - micrometri) | Rugosità tipica media (Ra - micropollici) | Aspetto visivo e livello di brillantezza | Moltiplicatore relativo del costo dell'attrezzatura |
|---|---|---|---|---|---|
| A-1 | Buff di diamante di grado 3 | da 0,012 a 0,025 | da 0,5 a 1,0 | Alta lucidatura a specchio, altamente riflettente | Da 2,5x a 3,0x |
| A-2 | Buff di diamante di grado 6 | da 0,025 a 0,05 | da 1,0 a 2,0 | Lucido a specchio, buona riflettività | Da 2,0x a 2,5x |
| A-3 | Lucido di diamante di grado 15 | da 0,05 a 0,10 | da 2.0 a 4.0 | Elevata brillantezza, riflessi morbidi | Da 1,5x a 2,0x |
| B-1 | Carta a grana 600 | da 0,05 a 0,10 | da 2.0 a 4.0 | Semilucido, lucentezza lineare fine | 1,3x |
| B-2 | Carta a grana 400 | 0,10-0,15 | da 4.0 a 6.0 | Semilucido medio | 1,2x |
| B-3 | Carta grana 320 | 0,28-0,35 | dalle 11.00 alle 14.00 | Raso morbido, lucentezza delicata | 1,1x |
| C-1 | Pietra grana 600 | 0,35-0,40 | dalle 14.00 alle 16.00 | Fine opaca, antiriflesso | 1,0x (riferimento di base) |
| C-2 | Pietra a grana 400 | da 0,45 a 0,55 | dalle 18:00 alle 22:00 | Finitura media opaca e piatta | 0,9x |
| C-3 | Pietra grana 320 | da 0,63 a 0,85 | Da 25,0 a 34,0 | Opaco grossolano, cancella i segni dello strumento | 0,8x |
| D-1 | Sabbiatura di perle di vetro a secco | 0,80-1,10 | Da 32,0 a 44,0 | Raso opaco, struttura fine perlescente | 1,2x |
| D-2 | Esplosione di sabbia fine | 1,10-1,60 | da 44,0 a 64,0 | Texture opaca, completamente piatta | 1,3x |
| D-3 | Sabbia grossolana/esplosione di ossido | dalle 2.30 alle 3.20 | da 90,0 a 130,0 | Texture di presa molto ruvida e tattile | 1,4x |
Fattori chiave nella scelta di una finitura superficiale SPI
La selezione di una finitura superficiale richiede un compromesso calcolato tra proprietà del materiale, geometria e budget. Ecco i fattori chiave che dovrebbero guidare la tua decisione di produzione (DFM).
Selezione dei materiali: polimeri cristallini e amorfi
La struttura molecolare della tua resina plastica determina direttamente quanto bene replica la finitura dello stampo.
- Polimeri amorfi (ad esempio, policarbonato, ABS, acrilico/PMMA) hanno una disposizione molecolare casuale che scorre perfettamente contro l'acciaio lucido. Eccellono nel raccogliere finiture diamantate di Classe A per una trasparenza assoluta o un'elevata brillantezza.
- Polimeri cristallini (ad esempio, nylon/PA, polipropilene, polietilene) subiscono una cristallizzazione strutturata mentre si raffreddano, causando un ritiro maggiore. Inoltre, se si aggiungono fibre di vetro (GF) a questi materiali per aumentarne la resistenza, le fibre tendono a galleggiare in superficie. Specificare una finitura di Classe A su un nylon riempito di vetro al 30% è uno spreco di capitale: la superficie apparirà intrinsecamente striata e screziata. Questi materiali hanno prestazioni molto migliori sulle finiture di Classe C o Classe D.
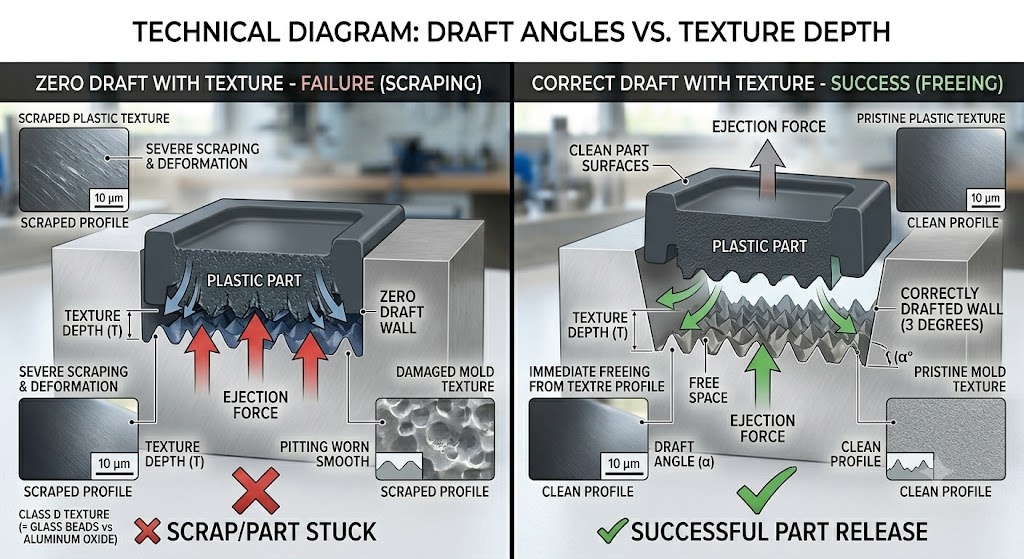
La penalità dell'angolo di sformo
Le texture superficiali creano picchi e valli microscopici. Quando lo stampo si apre, la parte in plastica deve staccarsi in modo netto. Se le pareti verticali della parte non hanno uno spogliamento sufficiente (rastremazione), l'acciaio strutturato rascherà, strapperà o segnerà fisicamente la plastica di raffreddamento durante l'espulsione.
- La regola d’oro del settore: Per le finiture lisce standard (Classe A e B), è accettabile un angolo di sformo minimo compreso tra 0,5 e 1,0 gradi per lato.
- Regola empirica strutturata: Per le finiture sabbiate di Classe D, è necessario aggiungere circa 1 grado extra di angolo di sformo per ogni 0,025 mm (pari a 1 mil o 0,001 pollici) di profondità della trama. La mancata considerazione di ciò comporterà gravi segni di trascinamento e deformazione della parte.
Costi degli utensili e tempi di consegna
Come mostrato nella tabella comparativa, una finitura di Classe A aumenta notevolmente i costi di produzione degli stampi. La lucidatura a mano di uno strumento fino a una finitura A-1 può aggiungere giorni o addirittura settimane al tempo di lavorazione dell'utensile perché deve essere eseguita passo dopo passo (ad esempio, non è possibile passare direttamente da una pietra di grana 320 direttamente alla pasta diamantata senza rovinare la matrice di acciaio). Le finiture in pietra di classe C sono in assoluto le più veloci ed economiche da produrre.
Funzionalità della parte
Considera l'ambiente di utilizzo finale. Le finiture lucide di Classe A sono noti come magneti antigraffio e mostrano immediatamente le impronte digitali unte. Se un prodotto è destinato ad essere maneggiato quotidianamente (come un controller o un'impugnatura elettronica), una texture satinata di Classe D fornisce attrito tattile nascondendo con successo l'usura durante la vita del prodotto.
Come specificare le finiture SPI sui disegni tecnici
Una comunicazione chiara impedisce costose rilavorazioni degli utensili. Quando prepari i progetti di produzione o i disegni tecnici 2D, applica queste best practice del settore:
- Evita callout generici: Non scrivere mai “Lucida Superfici Esterne” nelle note del disegno. Ciò lascia la definizione completamente libera dall'interpretazione. Utilizza invece callout espliciti come:
LA FINITURA SUPERFICIALE DEVE ESSERE SPI A-2 SUI VISO COSMETICI VISIBILI. - Usa spline di confine della trama: Se una singola parte stampata presenta più finiture (ad esempio, una striscia lucida di Classe A su un alloggiamento testurizzato di Classe D), traccia una linea di confine pulita e tratteggiata sulla stampa 2D per mostrare le zone di transizione esatte.
- Standard globali con riferimenti incrociati: Se hai a che fare con catene di fornitura globali, il tuo partner di produzione potrebbe essere più abituato alla norma europea VDI 3400 (che si basa su scale di elettroerosione) o ai cataloghi di texture proprietari come Mold-Tech. Annotare i valori equivalenti, se applicabili (ad esempio, SPI C-1 si allinea approssimativamente con VDI da 18 a 21).
- Richiedi placche per struttura fisica: Prima di autorizzare un produttore di utensili a strutturare una cavità di stampo da migliaia di dollari, richiedi un campione fisico di chip stampato nel tuo esatto materiale in resina scelto. Le texture appaiono molto diverse sul polipropilene naturale rispetto al policarbonato nero.
Conclusione
La padronanza degli standard di finitura superficiale SPI colma il divario tra i concetti di progettazione industriale e le prestazioni di produzione nel mondo reale. Comprendendo che una finitura di Classe A richiede acciaio per utensili di prima qualità e un design impeccabile delle parti, o che una finitura di Classe D richiede angoli di sformo generosi, è possibile evitare colli di bottiglia nella produzione, ridurre i tassi di scarto delle parti e controllare il budget degli utensili.
Consulta sempre il tuo partner di stampaggio a iniezione durante la fase DFM iniziale per allineare la scelta del materiale, la bozza geometrica e lo standard SPI desiderato prima di tagliare l'acciaio.

