
Il poliuretano termoplastico (TPU) colma il divario tra gomme flessibili e plastica rigida. Conosciuto per la sua eccezionale elasticità, resistenza all'usura e elevata resistenza alla trazione, il TPU è molto apprezzato nella produzione industriale globale. Tuttavia, la lavorazione di questo elastomero poliuretanico unico richiede una profonda comprensione delle sue sfumature tecniche nascoste.
Questa guida pernisce approfondimenti di livello ingegneristico sulle proprietà del TPU, sui parametri di lavorazione, sui segreti della progettazione degli stampi e sulle strategie di risoluzione dei problemi per ottimizzare la linea di produzione e garantire una produzione di componenti B2B ad alto rendimento.
1. Proprietà chiave e dilemma della selezione
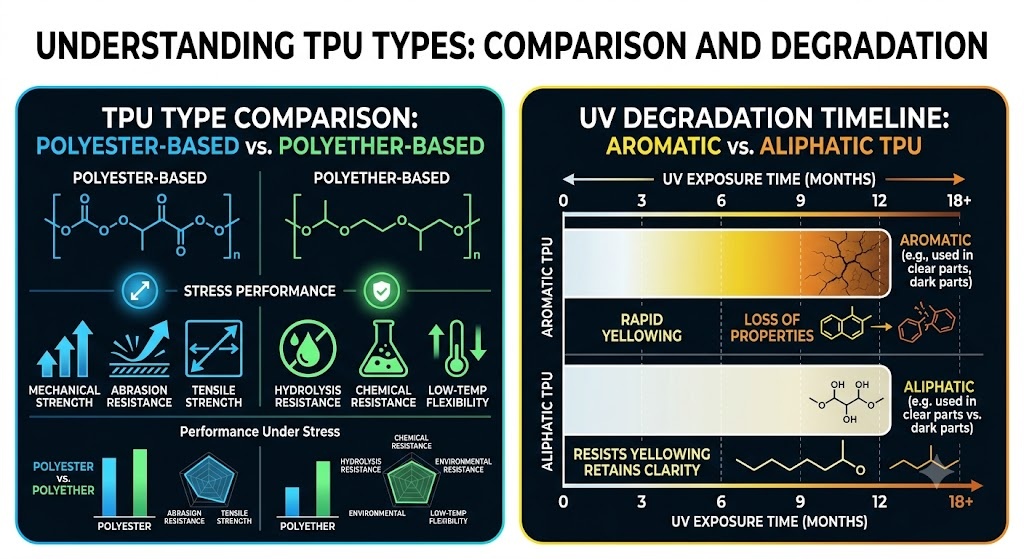
Per scegliere il giusto grado di TPU è necessario eare oltre le tabelle di durezza Shore di base. I team di approvvigionamento industriale e di progettazione del prodotto devono prima bilanciare la divergenza chimica fondamentale: TPU a base di poliestere contro TPU a base di polietere .
TPU a base di poliestere:
- Resistenza meccanica: Resistenza superiore alla trazione e allo strappo.
- Resistenza all'abrasione: Eccellente (ideale per parti soggette ad alta usura come rotelle per mobili industriali).
- Resistenza all'idrolisi: Scarso (suscettibile alla degradazione dell'umidità).
- Flessibilità a bassa temperatura: Bene.
- Resistenza microbica: Basso.
TPU a base di polietere:
- Resistenza meccanica: Moderato.
- Resistenza all'abrasione: Bene.
- Resistenza all'idrolisi: Eccellente (Ideale per ambienti umidi o sommersi).
- Flessibilità a bassa temperatura: Superiore (mantiene l'elasticità a temperature ultra-basse).
- Resistenza microbica: Alto.
Suggerimento: il costo nascosto dell’ingiallimento
I TPU aromatici standard presentano strutture molecolari che si degradano sotto i raggi UV, facendo sì che le parti trasparenti diventino gialle sgradevoli. Per beni di consumo di fascia alta, rivestimenti specializzati per cavi servo o interni automobilistici visibili, gli ingegneri devono approvvigionarsi gradi di TPU alifatici . La chimica alifatica resiste intrinsecamente alla luce UV, preservando la chiarezza ottica e la stabilità del colore per una durata di vita prolungata del prodotto.
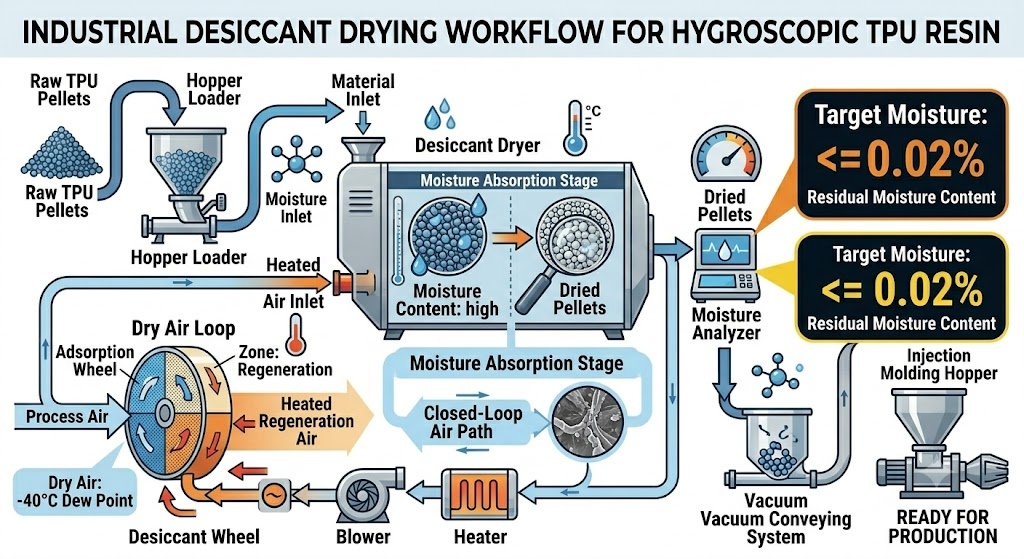
2. Preparazione del materiale: oltre l'essiccazione di base
Se esiste un unico punto debole nello stampaggio a iniezione di TPU, è proprio l’umidità. Il TPU è altamente igroscopico; assorbe attivamente il vapore acqueo dall'aria ambiente. La lavorazione della resina bagnata porta a degradazione idrolitica irreversibile —una reazione chimica in cui l’acqua scinde le catene del polimero poliuretanico ad alte temperature, distruggendo completamente le proprietà meccaniche del materiale.
- La metrica del punto di rugiada: Le tramogge standard dell'aria calda non sono sufficienti. È necessario utilizzare un essiccatore ad adsorbimento in grado di mantenere un punto di rugiada pari a -40°C o inferiore.
- Parametri di asciugatura: Asciugare la resina vergine a da 80°C a 90°C for 3-4 ore . Il contenuto di umidità target prima di entrare nel cilindro di iniezione deve essere rigorosamente 0,02% o meno .
Suggerimento: la regola del rimacinato del 20%.
Mentre la riduzione dei costi industriali impone il riutilizzo di canali di colata e canali, la storia termica del TPU deve essere gestita rigorosamente.
La legge d'oro: Non mescolare mai più di Dal 15% al 20% di macinato (rottami riciclati) con resina vergine.
Il superamento di questo limite provoca una forte diminuzione della resistenza allo strappo originale del pezzo e accelera l’ingiallimento estetico. Inoltre, i rottami rimacinati assorbono l’umidità fino a due volte più velocemente dei pellet vergini; esso deve sottoposti ad un'essiccazione essiccante indipendente e rigorosa prima di essere miscelati nella tramoggia.
3. Parametri di lavorazione: sconfiggere il calore di taglio
L'impostazione del profilo termico per TPU richiede un approccio non lineare. Poiché le molecole di TPU sono altamente sensibili all'attrito, il materiale presenta un'elevata resistenza sensibilità al taglio . Quando la macchina per lo stampaggio a iniezione forza l'elastomero fuso attraverso strette restrizioni, genera un enorme attrito interno, noto come riscaldamento a taglio .
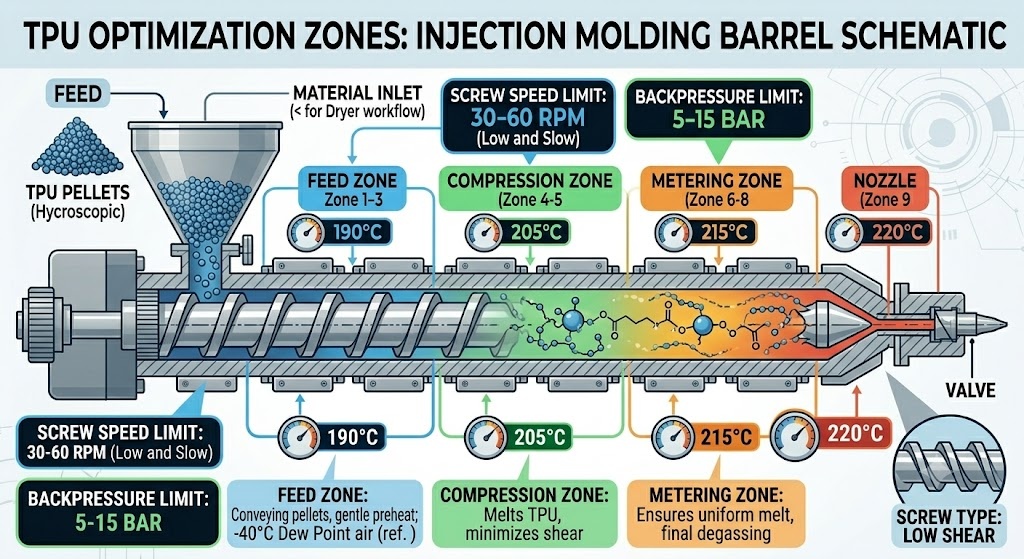
Per evitare che questo calore da attrito si surriscaldi e bruci il materiale, implementare il “Basso e lento” strategia di ottimizzazione della macchina:
- Temperatura di fusione: Mantenere un profilo preciso della canna tra 190°C e 220°C . Superare i 230°C provocherà la decomposizione termica.
- Temperatura dello stampo: Mantenere le pareti della muffa a livello Da 20°C a 40°C . Gli stampi più freddi accelerano la cristallizzazione dei blocchi di poliuretano, consentendo alla parte di strutturarsi ed espellersi in modo pulito senza deformazioni.
- Vite e contropressione: Impostare velocità lineari basse della vite ( Da 30 a 60 giri al minuto ) e contropressione minima ( da 5 a 15 bar ). L'elevata contropressione esercita uno sforzo di taglio non necessario sull'elastomero, rompendo le catene polimeriche prima ancora che la plastica lasci l'ugello.
4. Segreti della progettazione di stampi per elastomeri adesivi
I principi di progettazione degli stampi standard pensati per plastiche rigide come ABS o polipropilene falliranno se applicati al TPU flessibile. Gli elastomeri morbidi richiedono tolleranze geometriche e meccaniche specializzate all'interno degli utensili in acciaio.
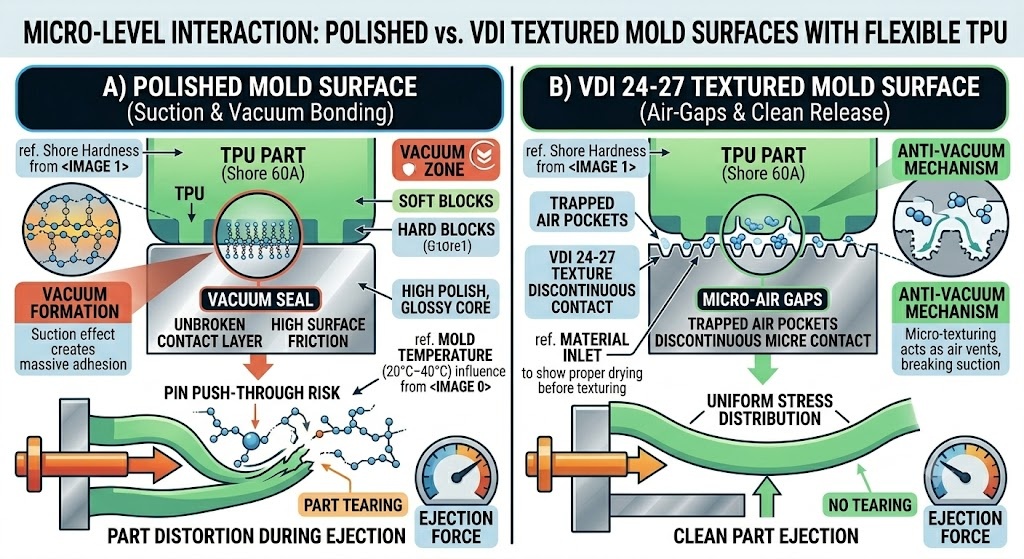
L'incubo dell'aspirapolvere
I gradi di TPU morbido (Shore da 60A a 85A) possiedono un elevato attrito superficiale. Durante la sequenza di apertura dello stampo, l'elastomero liscio agisce come una ventosa, formando un vuoto contro le superfici centrali lucide e altamente lucide. La parte si incollerà, si deformerà o si strapperà durante l'espulsione meccanica.
- La soluzione: Evita le finiture a specchio lucide. Specificare invece un struttura antimuffa anti-vuoto come una struttura con microsfere leggere o elettroerosione chimica ( VDI da 24 a 27 ). Questa microstruttura intrappola minuscole sacche d'aria tra l'acciaio e l'elastomero, rompendo la tenuta del vuoto e fungendo da agente di rilascio meccanico integrato.
Specifiche di microventilazione
A causa delle elevate velocità di iniezione, il gas intrappolato può facilmente bruciare i materiali flessibili. Tuttavia, poiché il TPU scorre facilmente sotto pressione, le prese d'aria sovradimensionate creeranno scossaline.
- La regola: Gli sfiati dei gas lavorati devono presentare un limite rigoroso di microprofondità di Da 0,015 mm a 0,02 mm . Questo è sufficientemente stretto da contenere l'elastomero fuso consentendo allo stesso tempo lo scarico sicuro dell'aria compressa.
5. Matrice di risoluzione dei problemi (soluzioni sul campo avanzate)
Quando emergono difetti in fabbrica, per identificare la vera causa principale è necessario distinguere tra indicatori termici e ambientali. Utilizza questa guida sul campo per una risoluzione dei problemi rapida e mirata:
-
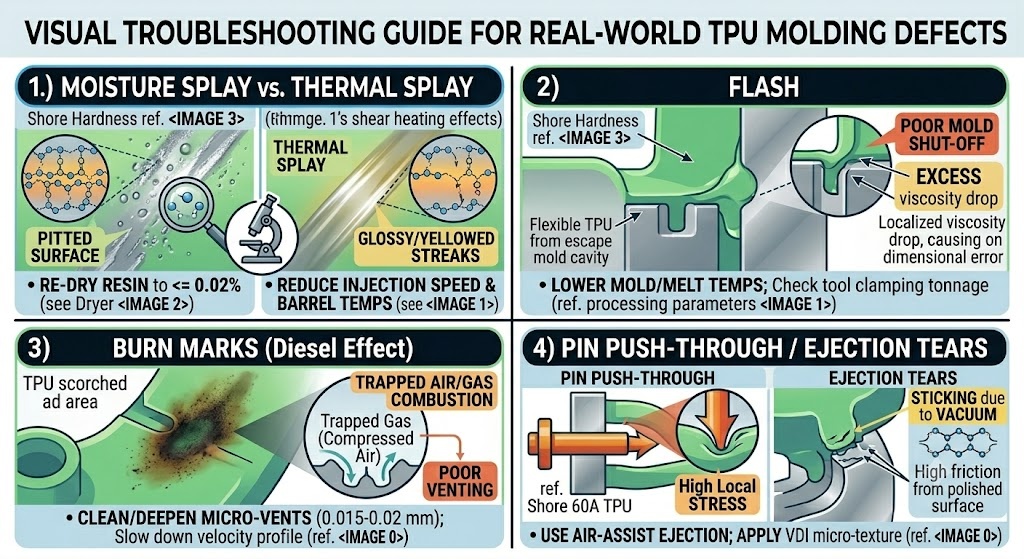
Segni di allargamento (striature argentate)
-
Probabile causa principale: Decomposizione idrolitica o termica.
-
Soluzione sul campo avanzata: Il test al microscopio: Ispezionare le strisce sotto ingrandimento. Se le striature sono ruvide e bucherellate, si tratta di umidità (aumentare il tempo di asciugatura). Se le striature sono lisce e lucide, si tratta di una dilatazione termica causata da un eccessivo calore di taglio (ridurre la velocità di iniezione o la temperatura dell'ugello).
-
Flash (materiale in eccesso sulle cuciture)
-
Probabile causa principale: Sovrainiezione o cadute di viscosità localizzate.
-
Soluzione sul campo avanzata: Abbassare la temperatura di fusione per aumentare la viscosità o ridurre il profilo della pressione di mantenimento. Controllare se la forza di bloccaggio dell'utensile corrisponde al tonnellaggio richiesto.
-
Segni di bruciatura (effetto Diesel)
-
Probabile causa principale: Compressione del gas intrappolato in tasche non ventilate.
-
Soluzione sul campo avanzata: Pulire e approfondire le micro-aerazioni (0,02 mm max). Rallentare il profilo della velocità di iniezione subito prima che la massa fusa entri nella zona di riempimento finale.
-
Parti appiccicose/Lacrime di espulsione
-
Probabile causa principale: Incollaggio sotto vuoto o imballaggio prematuro.
-
Soluzione sul campo avanzata: Passa a un sistema di espulsione ad aria assistita (valvola di getto d'aria) insieme ai perni meccanici. Applicare una microstruttura VDI al nucleo.
6. Tendenze future: approvvigionamento per la catena di fornitura verde
Mentre i marchi globali passano alle economie circolari, i requisiti ESG internazionali stanno modificando i parametri di riferimento degli appalti B2B. L’ecosistema della produzione industriale si sta muovendo rapidamente verso TPU di origine biologica and Elastomeri PCR (riciclati post-consumo). .
I moderni TPU a base biologica sostituiscono i tradizionali polioli derivati dal petrolio con alternative di origine vegetale (come amido di mais o olio di ricino), riducendo le emissioni di carbonio fino al 40%.
La realtà della finestra di elaborazione
Gli ingegneri e gli agenti di approvvigionamento devono tenere presente che i TPU di origine biologica e riciclati possiedono proprietà significative finestre di elaborazione più ristrette rispetto ai materiali derivanti dai combustibili fossili. I biopolimeri mostrano una maggiore sensibilità termica e una minore tolleranza al taglio. Per adattare la vostra officina a questi materiali ecologici è necessario passare a precise macchine per lo stampaggio con controllo a circuito chiuso, dando priorità a configurazioni avanzate di essiccazione con essiccante e impiegando una strutturazione degli strumenti ottimizzata per rimanere competitivi nella catena di fornitura ecologica.

