
Risposta principale: fattibilità tecnica e valutazione economica della rilavorazione da 2 a 4 cavità
Convertire uno stampo a iniezione da 2 cavità a 4 cavità è tecnicamente ad alto rischio e di solito comporta una riprogettazione completa del layout della base dello stampo, del bilanciamento dei canali e dell'integrazione del raffreddamento. La risposta diretta: A meno che lo stampo non sia stato originariamente progettato come “stampo a ponte” con spaziatura preassegnata o utilizzi un sistema di inserti intercambiabili, il costo della modifica e il rischio di fallimento della produzione spesso superano l’investimento per la costruzione di un nuovo strumento a 4 cavità.
Barriere tecniche critiche nel raddoppio della cavità
Raddoppiare il numero di cavità non è semplicemente una questione di spazio fisico; richiede una rivalutazione fondamentale Fluidodinamica dello stampaggio ad iniezione .
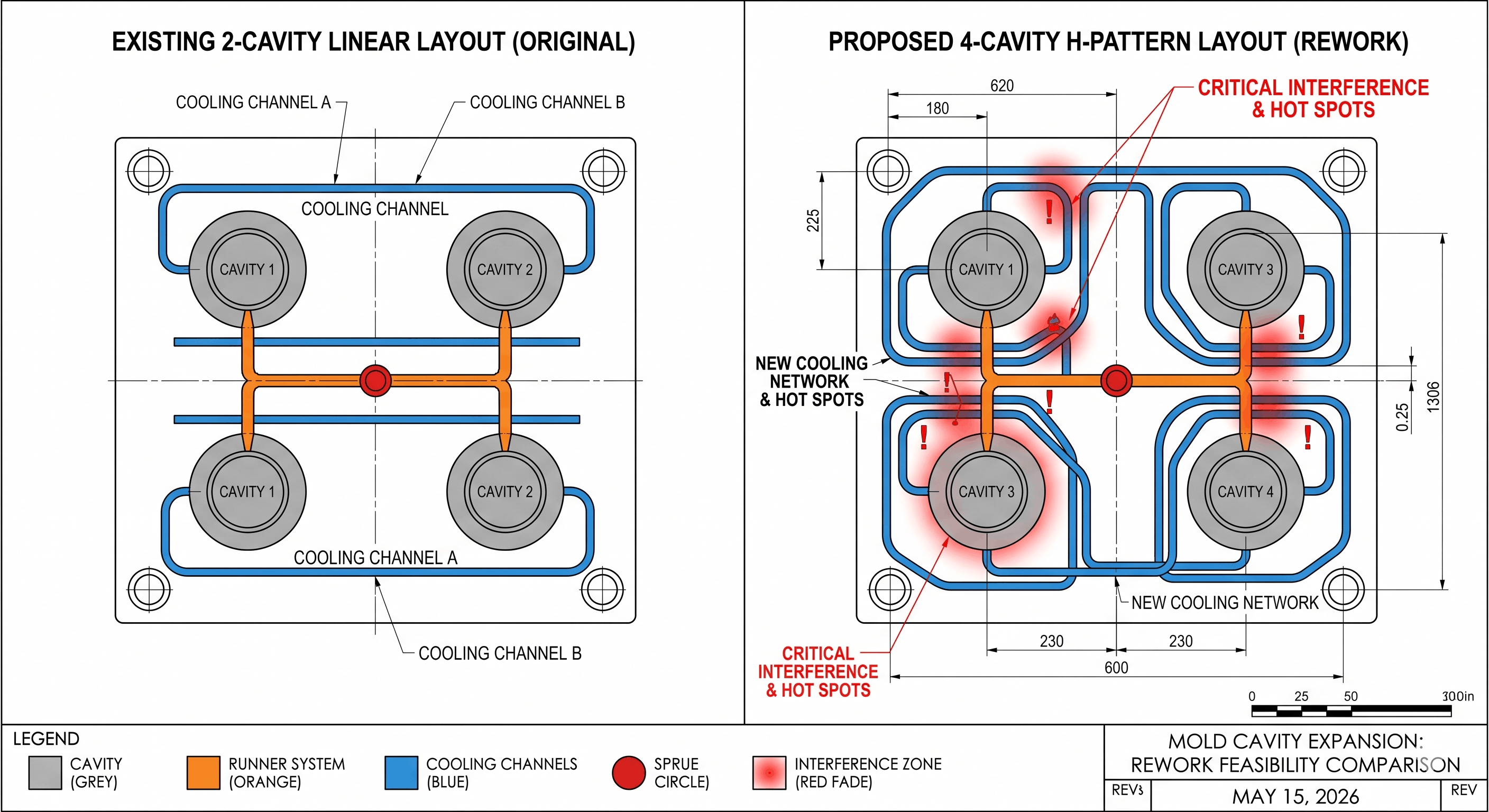
- Bilanciamento del corridore: Uno stampo a 2 cavità utilizza in genere un canale rettilineo. L'espansione a 4 cavità richiede una transizione a una Modello ad H o simmetria circolare per garantire pressione, temperatura e tempo di riempimento identici in tutte le cavità. Se il punto di alimentazione centrale è fisso, raggiungere questo equilibrio post-costruzione è quasi impossibile senza compromettere la qualità della parte.
- Carico termico e logica di raffreddamento: L'aggiunta di cavità raddoppia l'energia termica che entra nello stampo. Esistente Canali di raffreddamento (Le linee dell'acqua) sono raramente posizionate per gestire il calore extra. Il mancato reinstradamento di queste linee crea “punti caldi”, che portano a restringimenti, deformazioni e tempi di ciclo significativamente più lunghi.
- Integrità strutturale: La lavorazione di nuove cavità in una base di stampo esistente indebolisce i pilastri e le piastre di supporto. Sotto l'elevata pressione di iniezione, le piastre dello stampo possono subire Microdeflessione , causando bave o danni irreparabili alla linea di giunzione.
Matrice decisionale tecnica: rilavorazione vs. nuova costruzione
Il seguente confronto delinea i compromessi tra l'ammodernamento di un vecchio strumento e l'investimento in un nuovo stampo ad alte prestazioni.
| Metrica di valutazione | Rielaborazione dello strumento esistente (Retrofit) | Nuova struttura a 4 cavità (nuovo investimento) |
|---|---|---|
| Costo iniziale | Inferiore (risparmia il 30%-50% sull'acciaio) | Superiore (spesa in conto capitale totale) |
| Efficienza produttiva | Instabile; spesso si traduce in cicli più lunghi | Alto; ottimizzato tramite raffreddamento conformato |
| Coerenza delle parti | Povero; alto rischio di varianza da cavità a cavità | Superiore; validato tramite simulazione CAE |
| Longevità dello strumento | Ridotto; aree di saldatura soggette a fessurazioni | Lungo; piena integrità strutturale |
| Frequenza di manutenzione | Alto; sollecitazioni su guarnizioni e guide | Basso; utilizza componenti standardizzati |
Valutazione digitale: come quantificare la “rilavorabilità”
Prima di approvare una modifica, gli ingegneri devono validare il progetto utilizzando tre KPI quantitativi:
- Convalida della forza di serraggio: L'area totale proiettata (A) di 4 parti moltiplicata per la pressione della cavità § non deve superare l'80% della forza di serraggio nominale della macchina (F).
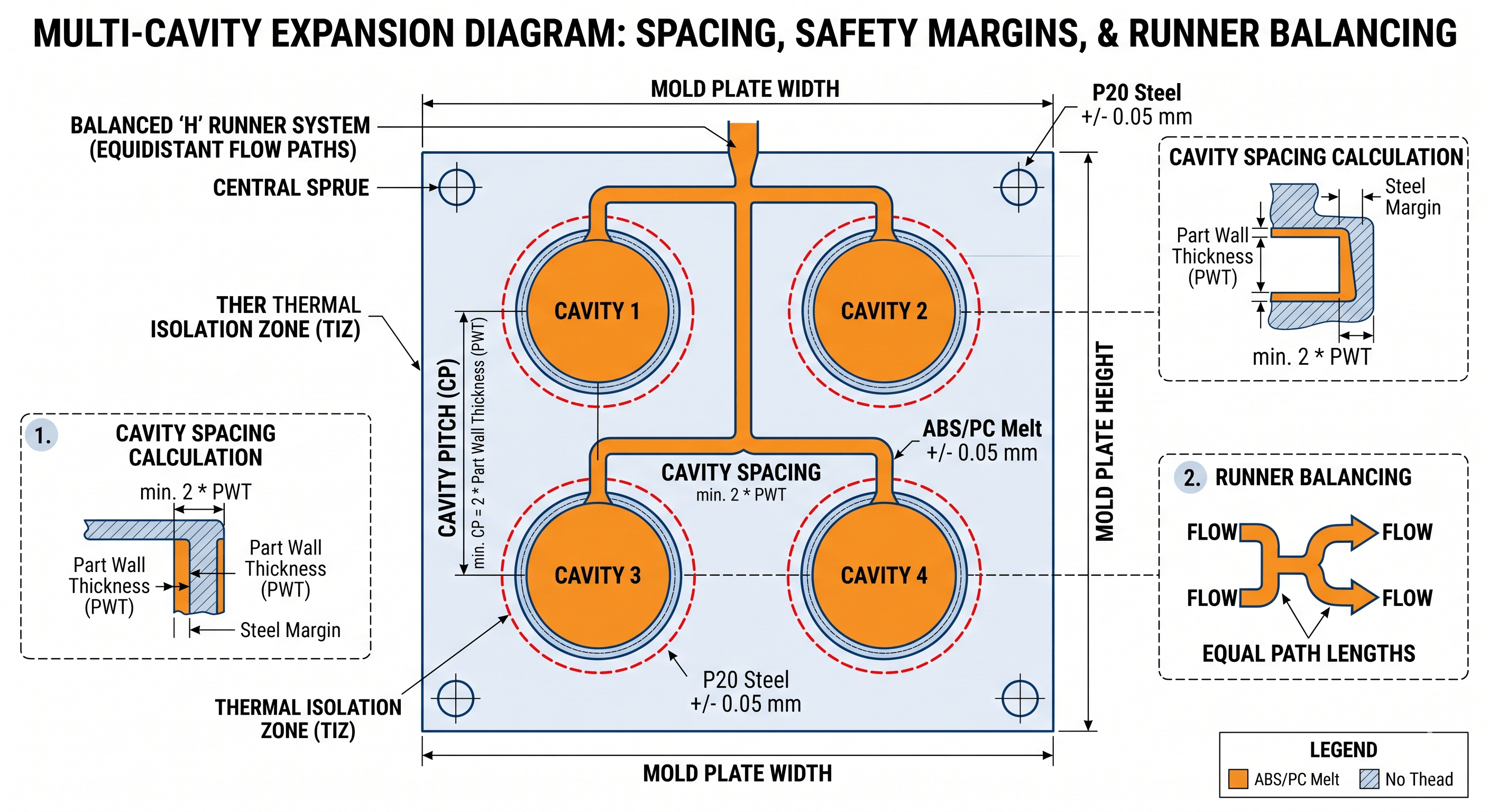
Formula: F > (A1 A2 A3 A4) * P / 0,8 - Passo della cavità e sicurezza dell'acciaio: Deve esserci uno spessore minimo della parete in acciaio pari ad almeno 2 volte lo spessore massimo della parete della parte tra le cavità per garantire la stabilità termica.
- Rapporto capacità di tiro: Il peso totale di 4 parti dovrebbe idealmente rientrare tra il 20% e l’80% della capacità massima di iniezione della macchina per iniezione per prevenire la degradazione del polimero.
Snippet contestuali
- Cos'è il bilanciamento del corridore? È la pratica ingegneristica di progettare percorsi di flusso di uguale lunghezza per garantire che la plastica fusa raggiunga ogni cavità simultaneamente, prevenendo fluttuazioni nel peso e nelle dimensioni della parte.
- Cos'è la forza di serraggio? La pressione applicata dalla macchina per lo stampaggio a iniezione per mantenere chiuso lo stampo contro la pressione interna generata dalla plastica iniettata.
- Perché la rilavorazione causa "Flash"? La bava si verifica quando la plastica perde tra le metà dello stampo, spesso causata da una forza di serraggio inadeguata o dalla deflessione della piastra dopo l'aggiunta di più cavità di quelle che la base dello stampo è stata progettata per supportare.
Autore: Stampo IMTEC
Qualifiche: Questa guida tecnica è stata creata da IMTEC Mould. Con oltre 18 anni di esperienza nella produzione di stampi di alta precisione
Competenza: Specializzato in DFM (Design for Manufacturing), ottimizzazione multi-cavità e protocolli di stampaggio a iniezione di livello medico.

