
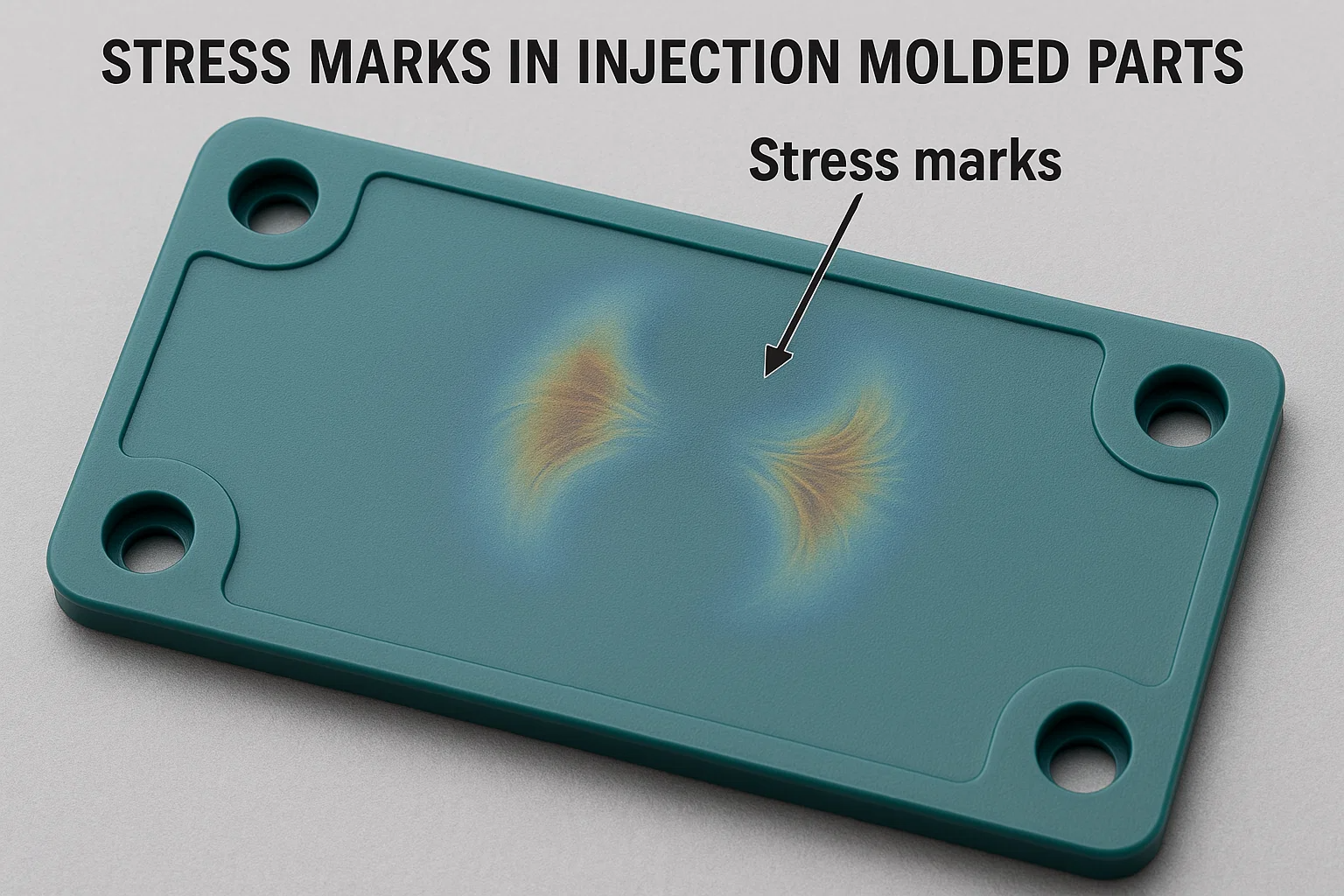
I. Definizione e manifestazioni dei marchi di stress
I segni di stress nelle parti stampate a iniezione sono difetti superficiali causati dalla concentrazione di stress localizzata, che sembrano una consistenza lucida o irregolare. Le posizioni comuni includono:
- Discrepanze visive : Più evidente su parti di colore scuro, ricordano "linee fantasma" o ombreggiatura irregolare.
- Caratteristiche posizionali : Si verificano spesso nelle estremità del flusso vicino, alle linee di saldatura e alle aree con raffreddamento irregolare.
Ii. Analisi della causa principale
1. Difetti del design dello stampo
- Design del cancello improprio : Piccole porte o scarsa posizionamento portano ad alti tassi di taglio e gradienti di temperatura.
- Cambiamenti bruschi dello spessore delle pareti : Variazioni di spessore superiori al 30% causano un restringimento irregolare (ad es. Aree a parete sottile limitano la contrazione, generando stress di trazione).
- Sfiato inadeguato : Trappole per il gas alle linee di separazione o al flusso Crea il surriscaldamento localizzato e la turbolenza del flusso.
- Angoli affilati e design delle costole : Resistenza ad alto flusso ad angoli affilati; Le costole più spesse del 40% -60% dello spessore della parete principale interrompono l'uniformità di raffreddamento.
2. Problemi dei parametri di processo
- Velocità/pressione di iniezione eccessiva : Lo stress elevato di taglio e l'orientamento molecolare aumentano lo stress residuo.
- Cattiva gestione della temperatura : Bassa temperatura di fusione o raffreddamento a muffa irregolare (ad es. Canali di raffreddamento mal progettato) amplifica le differenze di restringimento.
- Pressione di imballaggio insufficiente : Tempo di imballaggio breve o bassa pressione non riesce a compensare il restringimento, causando segni di lavandini e segni di sollecitazione in sezioni spesse.
3. Caratteristiche materiali
- Index ad alto flusso di fusione (MFI) : Materiali eccessivamente fluidi promuovono l'orientamento molecolare e il restringimento irregolare.
- Effetti di cristallinità : Materiali cristallini (ad es. PP, PA) sono sensibili alle velocità di raffreddamento; Le aree di parete spessa sviluppano disparità di cristallinità.
- Segregazione additiva : Filler come le fibre di vetro si accumulano alle estremità del flusso, indebolendo il legame interfacciale.
4. Limitazioni di progettazione del prodotto
- Spessore della parete non uniforme : Esempi includono copertine per laptop con variazioni di spessore del 40% -60%.
- Scarso posizionamento della linea di saldatura : I segni di stress si formano quando le linee di saldatura coincidono con le superfici cosmetiche.
Iii. Soluzioni complete
1. Ottimizzazione del design dello stampo
- Modifiche al gate : Ingrandire le porte (ad es. 1,5 mm → 2,0 mm); Adottare i fan o sovrapporre cancelli per ridurre il taglio.
- Transizioni di spessore graduale : Aggiungi raggi (spessore della parete ≥0,5 ×) a cambiamenti improvvisi; I casi studio mostrano una riduzione dell'80% dello stress.
- Sfiato migliorato : Aggiungi slot di sfiato (0,02-0,04 mm di profondità) alle estremità del flusso; Utilizzare acciaio poroso o inserire prese d'aria.
- Raffreddamento conforme : Implementare canali di raffreddamento conformi per limitare la variazione di temperatura a ± 5 ° C.
2. Regolazioni del processo
- Controllo della temperatura : Sollevare la temperatura di fusione di 10-20 ° C (ad esempio, PA66: 270 ° C → 290 ° C) e la temperatura dello stampo di 20-30 ° C (ad esempio, ABS: 60 ° C → 80 ° C).
- Iniezione a più stadi : Iniziare a bassa velocità (30% -50% max) per il riempimento iniziale, quindi passare a velocità elevata; Impostare la pressione di imballaggio a pressione di iniezione del 70% -90%.
- Tempo di imballaggio prolungato : Aumento da 2 a 4 secondi per mitigare il restringimento e lo stress residuo.
3. Modifiche materiali
- Materiali a basso contenuto di shrinkage : Aggiungi il 30% di talco a PP, riducendo il restringimento dall'1,8% allo 0,8%.
- Flow Additives : 0,1%-0,5%lubrificanti a base di silicone riduce la viscosità del fusione del 10%-20%.
- Compatibilità in fibra : Trattare le fibre di vetro con agenti di accoppiamento per ridurre al minimo lo stress interfacciale.
4. Post-elaborazione e test
- Ricottura : Parti PC ricotti a 120 ° C per 2 ore eliminano il 60% -80% di sollecitazione interna.
- Rilevamento dello stress : Utilizzare la luce polarizzata o l'immersione con solvente (ad es. ABS in acido acetico glaciale per 2 minuti) per l'analisi qualitativa.
IV. Casi studio
Caso 1: segni di stress di scorta di pistole giocattolo
- Problema : PP 10% GF parte ha mostrato segni di stress sulle costole (differenza di spessore del 50%).
- Aggiustare : Ridurre lo spessore delle costole al 40% della parete principale; aggiungere raggi; Pressione di imballaggio inferiore (80 MPA → 60MPA); Aumentare la temperatura dello stampo (60 ° C → 80 ° C).
- Risultato : Eliminazione al 100%; La resa è aumentata dal 70% al 95%.
Caso 2: segni di stress di copertura per laptop
- Problema : PC ABS Parte aveva segni di stress a causa di mancata corrispondenza da 0,9 mm/1,5 mm.
- Aggiustare : Cancello di riposizionamento per riempire prima le aree spesse; aumentare la temperatura dello stampo (90 ° C → 110 ° C); estendere l'imballaggio a 6s.
- Risultato : Riduzione del 90%; Tasso di passaggio cosmetico al 98%.
V. Riepilogo
La mitigazione del segno di stress richiede un'ottimizzazione multidisciplinare:
- Design preventivo : Limitare la variazione dello spessore della parete (≤20%); Usa raggi e corridori equilibrati.
- Elaborazione di precisione : Controllo della temperatura/pressione del gradiente con imballaggio adeguato.
- Selezione del materiale : Dare la priorità ai materiali a basso contenuto di shrinkage e flusso alto; Usa i modificatori secondo necessità.
Miglioramenti sistematici migliorano l'estetica, le prestazioni meccaniche ed efficienza dei costi.

