
Introduzione: più di un semplice “tocco morbido”
Pensa all'ultima volta che hai preso in mano un utensile elettrico di alta qualità o uno spazzolino da denti premium. Probabilmente hai sentito una struttura di plastica dura e robusta sotto, ma la tua mano era appoggiata su una superficie di gomma morbida e aderente. Non sembrava che due parti separate fossero incollate insieme; sembrava un oggetto singolo e unificato.
Questo è il potere di sovrastampaggio .
Nel mondo della produzione su misura, siamo spesso costretti a scegliere tra durabilità e comfort, o tra funzionalità ed estetica. Il sovrastampaggio rimuove questa scelta. Consente ai progettisti di combinare più materiali in un'unica parte, unendo l'integrità strutturale di una plastica rigida con i vantaggi tattili di un elastomero morbido.
Ma il sovrastampaggio non significa solo rendere le cose belle. Per ingegneri e acquirenti B2B, rappresenta una decisione di produzione strategica che può semplificare le linee di assemblaggio, sigillare l'umidità e assorbire le vibrazioni, spesso riducendo i costi di produzione totali.
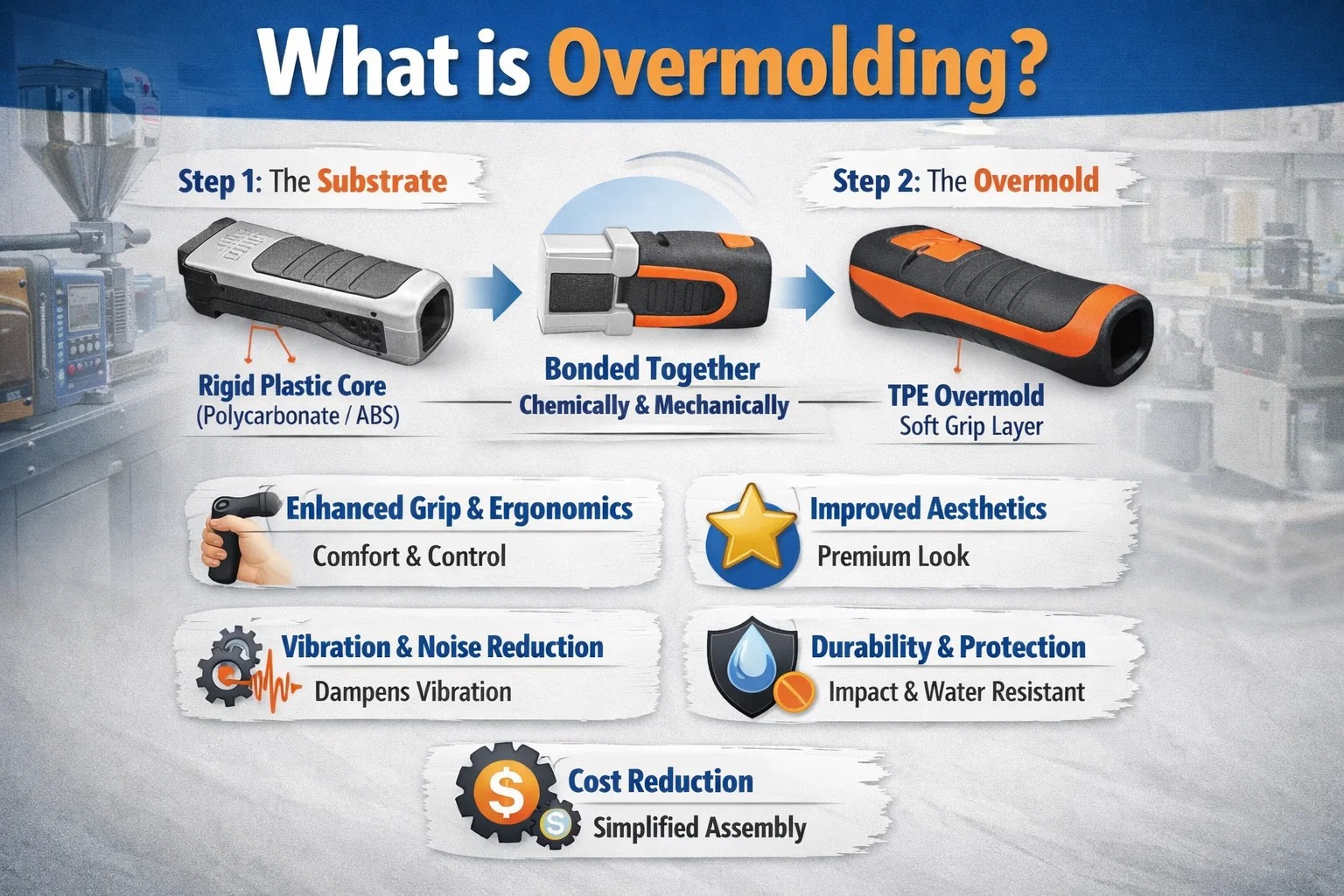
Cos'è il sovrastampaggio?
Fondamentalmente, il sovrastampaggio è un processo di stampaggio a iniezione in cui un materiale (solitamente una gomma morbida o un elastomero termoplastico) viene stampato direttamente su un secondoo materiale (solitamente una plastica rigida).
È utile considerarlo come una relazione in due fasi:
- Il substrato: Questa è la parte base. Di solito è una plastica rigida come il policarbonato o l'ABS che fornisce lo "scheletro" o la struttura.
- Il sovrastampaggio: Questo è il materiale stampato finito il substrato. Agisce come la "pelle", fornendo presa, colore o protezione.
A differenza del semplice assemblaggio in cui potresti avvitare un paraurti in gomma su una scatola di plastica, il sovrastampaggio crea un legame permanente. Questo legame si ottiene chimicamente (i materiali si fondono insieme a livello molecolare) o meccanicamente (il sovrastampaggio scorre nei sottosquadri e nei fori nel substrato per bloccarsi).
I vantaggi del sovrastampaggio
Perché prendersi la briga di progettare uno stampo a due fasi o di gestire due materiali diversi? Perché il profitto in termini di valore del prodotto è enorme. Ecco perché i produttori scelgono il sovrastampaggio per le loro parti personalizzate:
1. Presa ed ergonomia migliorate
Questo è il vantaggio più visibile. Se stai progettando un dispositivo portatile, che si tratti di uno strumento chirurgico o di uno scanner di codici a barre, la fatica dell'utente è un vero problema. Una maniglia in plastica rigida diventa scivolosa se bagnata o sudata. Il sovrastampaggio di uno strato in TPE (elastomero termoplastico) aggiunge attrito e morbidezza, rendendo il prodotto più sicuro e più comodo da tenere in mano per lunghi periodi.
2. Estetica e marchio migliorati
Siamo onesti: l'aspetto conta. Un semplice involucro di plastica grigia sembra funzionale, ma non urla "premium". Il sovrastampaggio consente di utilizzare colori e trame contrastanti. Puoi aggiungere un paraurti in gomma arancione brillante a un involucro nero per evidenziare i colori del marchio o indicare i punti di contatto. Conferisce al prodotto un aspetto finito e di fascia alta che risalta sullo scaffale.
3. Riduzione delle vibrazioni e del rumore
Nelle applicazioni industriali o negli interni automobilistici, le parti che vibrano sono un segno di bassa qualità. Uno strato morbido sovrastampato può fungere da ammortizzatore integrato. Smorza le vibrazioni dei motori e previene il rumore plastica su plastica, proteggendo i delicati componenti elettronici interni da danni dovuti a urti.
4. Maggiore durata e protezione
Il sovrastampaggio crea efficacemente un sigillo. Modellando un materiale morbido sui pulsanti o sulle cuciture, è possibile rendere un dispositivo resistente all'acqua o alla polvere senza bisogno di o-ring o guarnizioni separati. Fornisce inoltre resistenza agli urti; se un dispositivo cade, il morbido sovrastampato assorbe l'energia dell'impatto, proteggendo il nucleo rigido dalle crepe.
5. Riduzione dei costi attraverso la semplificazione dell'assemblaggio
Ciò potrebbe sembrare controintuitivo: il sovrastampaggio non richiede attrezzature più costose? Inizialmente sì. Tuttavia, il sovrastampaggio elimina le fasi di assemblaggio secondarie. Non è necessario pagare un lavoratore per incollare una presa su una maniglia o avvitare una guarnizione. Integrando queste funzionalità nel processo di stampaggio stesso, si riducono i costi di manodopera, si elimina la necessità di adesivi (che creano disordine e possono guastarsi) e si accelerano i tempi di produzione complessivi.
Dove vedrai il sovrastampaggio
Una volta che inizi a cercare il sovrastampaggio, ti rendi conto che è ovunque. Diversi settori lo utilizzano per ragioni molto diverse, ma l'obiettivo è sempre quello di migliorare l'esperienza dell'utente.
- Industria automobilistica: È tutta una questione di “sensazione premium” e riduzione del rumore. Quella manopola soft-touch sul cruscotto? Questo è sovrastampaggio. Elimina il suono scadente e vuoto della plastica e fornisce una presa tattile che sembra lussuosa.
- Dispositivi Medici: Qui la funzione prevale sulla forma. I chirurghi hanno bisogno di strumenti che non scivolino quando sono bagnati. Inoltre, il sovrastampaggio elimina le fessure in cui i batteri possono nascondersi, rendendo la sterilizzazione molto più semplice ed efficace.
- Elettronica di consumo: Pensa alla custodia del tuo smartphone o a un altoparlante Bluetooth impermeabile. Il sovrastampaggio fornisce la protezione dagli impatti necessaria per sopravvivere a una caduta e le guarnizioni necessarie per mantenere l'acqua fuori.
- Strumenti industriali: Trapani elettrici e martelli sono messi a dura prova. Il sovrastampaggio utilizza materiali resistenti agli urti per proteggere l'alloggiamento del motore dell'utensile e ridurre il trasferimento delle vibrazioni alla mano del lavoratore, prevenendo lesioni durante i lunghi turni.
Materiali per sovrastampaggio: la chimica del legame
È qui che la gomma, letteralmente, incontra la strada.
Puoi progettare un pezzo bellissimo con una geometria perfetta, ma se scegli materiali che non sono chimicamente compatibili, il sovrastampaggio si staccherà come un adesivo. Il sovrastampaggio riuscito è un esperimento di chimica. Hai bisogno che il substrato (la parte rigida) e il sovrastampaggio (la parte morbida) vogliano restare uniti.
Ecco i giocatori più comuni nel gioco:
1. Termoplastici (la scelta più comune)
Per la stragrande maggioranza delle parti personalizzate, avrai a che fare con elastomeri termoplastici (TPE) o poliuretani termoplastici (TPU).
- TPE (elastomero termoplastico): Questo è il cavallo di battaglia del settore. È versatile, facile da colorare e morbido al tatto. Si lega eccezionalmente bene con le plastiche comuni come il policarbonato (PC) e l'ABS. Se stai realizzando un'impugnatura per spazzolino da denti o un manico morbido, il TPE è probabilmente la soluzione migliore.
- TPU (poliuretano termoplastico): Se il TPE è la scelta “morbida e confortevole”, il TPU è il “duro”. Offre un'incredibile resistenza all'abrasione, ai graffi e agli agenti chimici. Vedrai spesso il TPU utilizzato sul fondo di custodie elettroniche o di apparecchiature industriali che vengono trascinate su superfici ruvide.
- TPV (Vulcanizzato Termoplastico): Questo materiale è più vicino alla gomma vera e propria. Presenta un'eccellente resistenza al calore e agli agenti atmosferici, che lo rendono perfetto per le parti automobilistiche sotto il cofano o per le guarnizioni esterne.
2. Termoindurenti (gomma e silicone)
A volte, i materiali termoplastici non sono sufficienti. Potresti aver bisogno dell'estrema resistenza al calore o della biocompatibilità del silicone (LSR) o della gomma naturale.
- Gomma siliconica liquida (LSR): L'LSR è il gold standard per gli impianti medici e gli utensili da cucina ad alta temperatura. Tuttavia, è complicato. Poiché il silicone polimerizza (reticola) anziché semplicemente sciogliersi, non si lega naturalmente a molte plastiche. Il silicone per sovrastampaggio di solito richiede gradi specializzati "autoadesivi" o interblocchi meccanici (fori e ancoraggi) nella progettazione per mantenerlo in posizione.
Come selezionare i materiali giusti
Quando i nostri clienti si rivolgono a noi con un progetto, iniziamo ponendo quattro domande per restringere l'elenco dei materiali:
1. Cos'è il substrato?
Questo è il vincolo più critico. Se la tua parte di base è in nylon, hai bisogno di un TPE specificatamente formulato per legarsi con il nylon. Se la tua parte di base è in polipropilene, hai bisogno di un TPE diverso. Spesso diciamo: “A come piace come”. I materiali polari si legano meglio con altri materiali polari.
2. Cos'è l'ambiente?
Questa parte verrà utilizzata all'interno di un ufficio con aria condizionata o sarà imbullonata a un blocco motore? Se deve resistere a un'elevata esposizione ai raggi UV (all'aperto) o a oli e grassi (nel settore automobilistico), il TPE standard potrebbe degradarsi. In questi casi, potresti passare a TPV o TPU.
3. Quanto dovrebbe essere morbido?
Misuriamo la durezza utilizzando il Riva A scala.
- Riva 30A-40R: Molto morbido, simile al gel (come la soletta di una scarpa in gel).
- Riva 60A-70R: Solido ma flessibile (come il pneumatico di un'auto o il tacco di una scarpa).
- Sponda 90R: Difficile, quasi inesistente (come la ruota di un carrello della spesa).
La maggior parte delle impugnature rientra comodamente nell'intervallo 50A–70A.
4. Attrito e aptica
Vuoi che l'impugnatura risulti "appiccicosa" (alto attrito) o "setosa" (basso attrito)? Un'impugnatura ad alto attrito è ottima per un martello, ma terribile per un dispositivo che deve scivolare facilmente in una tasca.
Una nota sulla compatibilità dei legami
Se non togli altro da questa sezione, ricorda questo: L'adesione chimica è sovrana.
Anche se possiamo progettare serrature meccaniche (ne parleremo più avanti nella sezione Progettazione), il vero legame chimico crea le parti più resistenti.
- Migliori amici: L'ABS e il policarbonato generalmente si legano molto bene con TPE e TPU.
- Relazioni difficili: Il nylon (PA) e il POM (acetale) sono notoriamente difficili da incollare. Spesso richiedono qualità specializzate e più costose di materiale sovrastampato per ottenere l'adesione.
Il processo di sovrastampaggio: due modi per portare a termine il lavoro
Quando decidi di sovrastampare una parte, devi scegliere un metodo di produzione. Questa scelta di solito dipende dal budget e dal volume di produzione.
Esistono generalmente due modi per ottenere il sovrastampaggio:
1. Stampaggio ad inserimento (la scelta flessibile)
Inserisci modanatura è il metodo più comune per volumi di produzione inferiori o durante il sovrastampaggio su parti metalliche.
Come funziona:
- Il substrato (la parte rigida) viene prima stampato in una macchina separata.
- Un lavoratore (o un robot) prende la parte rigida finita e la inserisce manualmente in un second cavità dello stampo.
- La macchina si chiude e il TPE morbido viene iniettato sulla parte rigida.
Pro: Minori costi di attrezzaggio (si utilizzano macchine standard).
Contro: Costi di manodopera più elevati (qualcuno deve spostare le parti) e tempi di ciclo più lenti.
2. Stampaggio a due fasi (2K) (la scelta dell'alta velocità)
Se stai producendo milioni di spazzolini da denti o rasoi usa e getta, ecco come farlo. Lo stampaggio a due fasi richiede una macchina specializzata con due unità di iniezione.
Come funziona:
- La macchina inietta la plastica rigida per formare il substrato.
- Lo stampo crea uno spazio, solitamente ruotando di 180 gradi o utilizzando un'anima in acciaio scorrevole, e inietta immediatamente il secondo materiale (il TPE) nello stesso strumento.
- La parte esce completamente finita.
Pro: Qualità incredibilmente veloce, precisa e costante. Nessuna movimentazione manuale significa meno contaminazione.
Contro: Gli strumenti sono costosi. Stai pagando per uno stampo rotante complesso e una macchina specializzata.
Considerazioni sulla progettazione: come evitare il disordine
La progettazione per il sovrastampaggio è più complessa rispetto allo stampaggio a iniezione standard. Non stai solo gestendo il flusso di un materiale; stai gestendo l'interazione di due materiali con proprietà termiche diverse.
Ecco le "regole d'oro" che diamo ai nostri clienti di ingegneria per garantire che il loro progetto sia realizzabile.
1. Lo spessore della parete è fondamentale
Proprio come nello stampaggio standard, la coerenza è fondamentale. Se lo strato di TPE è troppo spesso, si restringerà notevolmente man mano che si raffredda. Poiché il substrato rigido sottostante non lo farà restringersi tanto, questo provoca la deformazione o l'incurvamento dell'intera parte.
- La regola: Mantenere uniforme lo spessore della parete del TPE. Generalmente consigliamo uno spessore di TPE compreso tra 0,5 mm e 3,0 mm . Qualunque cosa più spessa provoca segni di avvallamento e deformazioni.
2. Utilizzare gli interblocchi meccanici (l'approccio "cintura e bretelle")
Anche se i tuoi materiali sono chimicamente compatibili, ti consigliamo sempre di progettarli interblocchi meccanici . Questa è una caratteristica fisica che intrappola il materiale sovrastampato in modo che non possa staccarsi.
Pensalo come abbottonare una camicia. L'adesione chimica è il tessuto; l'interblocco è il pulsante.
- Fori: Se si disegnano dei fori nel substrato, il TPE scorre verso l'altro lato, essenzialmente "si espande" per bloccarsi.
- Sottosquadri: Creare una coda di rondine o una scanalatura nella parte rigida in cui confluisce il TPE.
- Avvolgimenti: Avvolgendo semplicemente il TPE attorno al bordo della parte sul lato posteriore si crea un ancoraggio fisico.
3. Gestire lo “Spegnimento”
La "chiusura" è la linea da parte tua dove finisce il materiale morbido e inizia la plastica dura. Questo è il luogo più comune per i difetti.
- Se lo strumento in acciaio non preme abbastanza forte sul substrato, il TPE ad alta pressione schizzerà oltre la linea, creando un brutto "bagliore".
- Suggerimento per la progettazione: Progettare una scanalatura o un gradino sulla linea di chiusura. Crea una transizione nitida e pulita e aiuta l'utensile in acciaio a sigillarsi saldamente contro la plastica per evitare sbavature.
4. Non sfumare i bordi
Evitare di progettare lo strato di TPE in modo che si assottigli fino allo spessore zero (un "bordo a piuma"). La gomma sottile è debole. Si sbuccerà, si arriccerà e si strapperà quasi immediatamente.
- La soluzione: Terminare sempre bruscamente lo strato di TPE in una scanalatura o a filo con una parete. Dare al materiale uno spessore sufficiente (almeno 0,5 mm) fino al bordo in modo che abbia integrità strutturale.
Risoluzione dei problemi: quando le cose vanno male
Anche gli ingegneri più esperti incontrano problemi con il sovrastampaggio. Poiché si è alle prese con due materiali e dinamiche termiche diverse, il margine di errore è inferiore rispetto allo stampaggio standard. Ecco i tre difetti più comuni che vediamo e come risolverli.
1. Delaminazione (Peeling)
Il sintomo: Il morbido sovrastampaggio si stacca dal substrato rigido come un adesivo.
La causa: Si tratta quasi sempre di un’incompatibilità chimica o di un “substrato freddo”. Se la parte rigida si raffredda troppo prima che il materiale morbido la colpisca, il legame molecolare non si formerà.
La soluzione:
- Verifica compatibilità: Stai cercando di unire il TPE al nylon senza un agente legante?
- Preriscaldare il substrato: Nello stampaggio ad inserti, spesso preriscaldiamo le parti rigide in un forno prima di posizionarle nello stampo. Ciò aiuta i due materiali a fondersi meglio.
2. Flash (Il confine disordinato)
Il sintomo: Materiale sottile in eccesso che fuoriesce oltre la linea di progettazione prevista.
La causa: Il TPE è spesso molto fluido (bassa viscosità). Se l’utensile in acciaio non si chiude perfettamente contro il substrato rigido, il TPE fuoriuscirà.
La soluzione: Hai bisogno di una vestibilità "cotta". Lo strumento in acciaio deve essere progettato per premere leggermente sul substrato (circa 0,002 pollici) per creare una tenuta ermetica.
3. Tiri brevi
Il sintomo: Lo stampo non si riempie completamente; mancano parti dell'impugnatura.
La causa: Aria intrappolata. Mentre il TPE scorre sul substrato, l'aria può rimanere intrappolata alla fine del riempimento, impedendo al materiale di completare la forma.
La soluzione: Migliorare la ventilazione nello stampo. L’aria ha bisogno di una via di fuga in modo che la plastica possa riempire il vuoto.
La realtà dei costi: vale la pena sovrastampare?
Parliamo di numeri. Gli acquirenti B2B spesso esitano quando vedono il preventivo iniziale per il sovrastampaggio.
L'investimento iniziale
Sì, il sovrastampaggio inizialmente è costoso.
- Utensileria: Stai essenzialmente pagando due stampi (o uno stampo a 2 colpi altamente complesso). Aspettatevi che i costi degli utensili lo siano Dal 50% al 100% in più rispetto ad uno stampo standard a colpo singolo.
- Tempo macchina: Se utilizzi una macchina a 2 colpi, la tariffa oraria è superiore rispetto ad una macchina da stampa standard.
Il risparmio a lungo termine
Tuttavia, lo "shock dell'adesivo" di solito scompare quando si guarda Costo totale di proprietà .
- Zero lavoro di assemblaggio: Si eliminano i costi di manodopera per incollare, avvitare o far scattare insieme le parti.
- Nessun adesivo: Smetti di acquistare costose colle e primer industriali.
- Controllo di qualità: Elimini il rischio di errori di montaggio (ad esempio, un lavoratore che dimentica di installare una guarnizione).
Il verdetto: Se produci volumi ridotti (meno di 1.000 unità), il sovrastampaggio potrebbe essere eccessivo: attenersi all'assemblaggio manuale. Ma per la produzione di grandi volumi (10.000 unità), il risparmio di manodopera supera quasi sempre il costo più elevato degli utensili.
Selezione di un partner per il sovrastampaggio
Non tutte le officine di stampaggio a iniezione sono in grado di gestire il sovrastampaggio. Richiede attrezzature specifiche e una conoscenza approfondita della scienza dei materiali. Quando valuti un fornitore, cerca queste tre cose:
- Esperienza a due colpi: Richiedi campioni. Se si limitano allo “stampaggio per inserti” (caricamento manuale delle parti), potrebbero avere difficoltà con la precisione di grandi volumi.
- Competenza sui materiali: Chiedi loro, "Che grado di TPE consigliate per l'incollaggio al nylon caricato a vetro?" Se non possono rispondere immediatamente o offrirsi di parlare con il loro fornitore di materiali, scappa.
- Software di simulazione: Usano l'analisi Moldflow? La simulazione è fondamentale nel sovrastampaggio per prevedere come il secondo materiale scorrerà sul primo senza fonderlo nuovamente o deformarlo.
Conclusione
Il sovrastampaggio è uno dei modi più efficaci per elevare il tuo prodotto da “funzionale” a “leader di mercato”. Trasforma un semplice involucro di plastica in un dispositivo durevole, ergonomico e premium.
Anche se le regole di progettazione sono più rigide e l'attrezzatura iniziale rappresenta un investimento, il ritorno in termini di prestazioni del prodotto, estetica e risparmio di assemblaggio è innegabile.
Che tu stia progettando la prossima generazione di dispositivi medici o robusti strumenti industriali, la chiave del successo risiede nella collaborazione tempestiva. Non aspettare finché il disegno non sarà congelato. Porta subito il tuo partner di produzione per discutere l'abbinamento dei materiali e le posizioni di chiusura e ti assicurerai un legame che durerà tutta la vita.
Risorsa bonus: la matrice di compatibilità del sovrastampaggio
Gli ingegneri spesso ci chiedono, "Il TPE si atterrà a questo?" La risposta è raramente un semplice sì o no: dipende dalla chimica.
Utilizzare questa tabella come guida di riferimento rapido. Abbiamo classificato le obbligazioni in tre livelli:
- Legame chimico: I materiali si fondono naturalmente durante lo stampaggio.
- Blocco meccanico richiesto: Non si attaccheranno chimicamente; tu deve progettare fori o sottosquadri per intrappolare il sovrastampaggio.
- Incompatibile: Questi materiali entrano in conflitto (ad esempio, le temperature di fusione sono troppo diverse) e non dovrebbero essere usati insieme.
Accoppiamenti di materiali comuni
| Substrato (rigido) | TPE (stirenico) | TPU (uretano) | TPV (vulcanizzato) | Silicone (LSR) |
|---|---|---|---|---|
| ABS | Eccellente | Bene | Giusto | Primer necessari |
| Policarbonato (PC) | Eccellente | Eccellente | Giusto | Primer necessari |
| Polipropilene (PP) | Bene | Povero | Eccellente | Povero |
| Nylon (PA6 / PA66) | Difficile * | Giusto | Giusto | Povero |
| Polistirolo (PS) | Bene | Povero | Povero | Povero |
| POM (acetale) | Povero | Povero | Povero | Povero |
Suggerimenti tecnici per questo grafico
1. Il “problema del nylon”
Noterai che Nylon (PA) è contrassegnato come "Difficile". Questa è la trappola più comune per i nuovi designer. Il nylon è igroscopico (assorbe l'umidità) e ha un'elevata resistenza al calore. Il TPE standard si staccherà subito.
- La soluzione: È necessario specificare a grado TPE modificato specificatamente studiato per l'adesione del Nylon. È inoltre necessario mantenere caldo il substrato di nylon (spesso preriscaldandolo) in modo che il TPE non si congeli nel momento in cui tocca la superficie.
2. La regola del “Mi piace, piace così”.
Il segreto per leggere questo grafico è Polarità .
- Materiali polari (ABS, PC, TPU) preferiscono legarsi con altri materiali Polar.
- Materiali non polari (PP, PE, TPE standard) preferiscono legarsi con altri materiali non polari.
- La loro miscelazione (ad esempio, TPU su polipropilene) di solito fallisce senza modifiche chimiche.
3. In caso di dubbio, interblocco
Anche se hai una valutazione "Eccellente" (come l'ABS TPE), ti consigliamo comunque di aggiungere un piccolo interblocco meccanico se la parte sarà sottoposta a gravi abusi. Non costa nulla in più in fase di progettazione ma fornisce un'assicurazione contro la delaminazione sul campo.
Invito finale all'azione (CTA)
Poiché si tratta di un articolo di lead generation B2B, ecco un suggerimento di invito all'azione di chiusura da posizionare dopo il grafico:
"Non sei ancora sicuro che la tua combinazione di materiali funzionerà?
Non indovinare con il budget dello stampo. Presso IMTEC Mould abbiamo sovrastampato migliaia di parti personalizzate. Inviaci il tuo file 3D o l'elenco dei materiali oggi stesso e i nostri ingegneri eseguiranno una revisione DFM (Design for Manufacturability) gratuita per garantire che i tuoi materiali si uniscano perfettamente, prima di tagliare l'acciaio."
Domande frequenti sul sovrastampaggio
D: Qual è la differenza tra stampaggio con inserti e sovrastampaggio?
R: La differenza principale è il processo, non il risultato. Inserire la modanatura comporta il posizionamento di una parte preformata (spesso di metallo o di plastica rigida) in uno stampo manualmente prima di iniettare il secondo materiale. Sovrastampaggio (nello specifico lo stampaggio a due fasi) è un processo continuo e automatizzato in cui una macchina inietta il primo materiale e immediatamente inietta il secondo materiale nello stesso utensile. Lo stampaggio con inserti è generalmente migliore per volumi bassi, mentre il sovrastampaggio a due fasi è migliore per la produzione di massa di volumi elevati.
D: Perché la mia parte sovrastampata si stacca (delamina)?
R: Il peeling di solito avviene per uno dei tre motivi:
- Incompatibilità chimica: Hai scelto due materiali che non si legano naturalmente (ad esempio, TPU su polipropilene).
- Substrato freddo: Se la prima parte rigida si raffredda troppo prima che venga iniettato il secondo materiale, non si fonderanno.
- Contaminazione: Se si inserisce la modanatura, polvere o olio sulla superficie del supporto impediranno l'adesione.
D: È possibile sovrastampare la plastica sul metallo?
R: Sì. Questo viene quasi sempre fatto tramite Inserisci modanatura . Esempi comuni includono il sovrastampaggio di una maniglia morbida su una chiave metallica o lo stampaggio di un isolamento in plastica attorno a contatti elettrici in rame. Poiché il metallo e la plastica non si legano chimicamente, tu deve progettare la parte metallica con fori, zigrinature o scanalature in modo che la plastica possa bloccarsi meccanicamente su di essa.
D: Quanto costa il sovrastampaggio rispetto allo stampaggio standard?
R: Aspettatevi che i costi degli utensili lo siano Dal 50% al 100% in più rispetto ad uno stampo standard a colpo singolo perché lo strumento è più complesso. Tuttavia, il prezzo al pezzo (costo unitario) spesso diminuisce perché si eliminano i costi di manodopera dell'assemblaggio manuale e degli adesivi. Per cicli di produzione superiori a 10.000 unità, il sovrastampaggio è solitamente l'opzione più conveniente.
D: Qual è lo spessore minimo della parete per lo strato sovrastampato?
R: Si consiglia uno spessore minimo di 0,5 mm (0,020 pollici) per lo strato morbido in TPE. Qualunque cosa più sottile tende a strapparsi durante l'espulsione o a staccarsi ai bordi. Per la migliore sensazione di "tocco morbido" senza causare segni di avvallamento, uno spessore compreso tra 1,5 mm e 3,0 mm è l'ideale.

